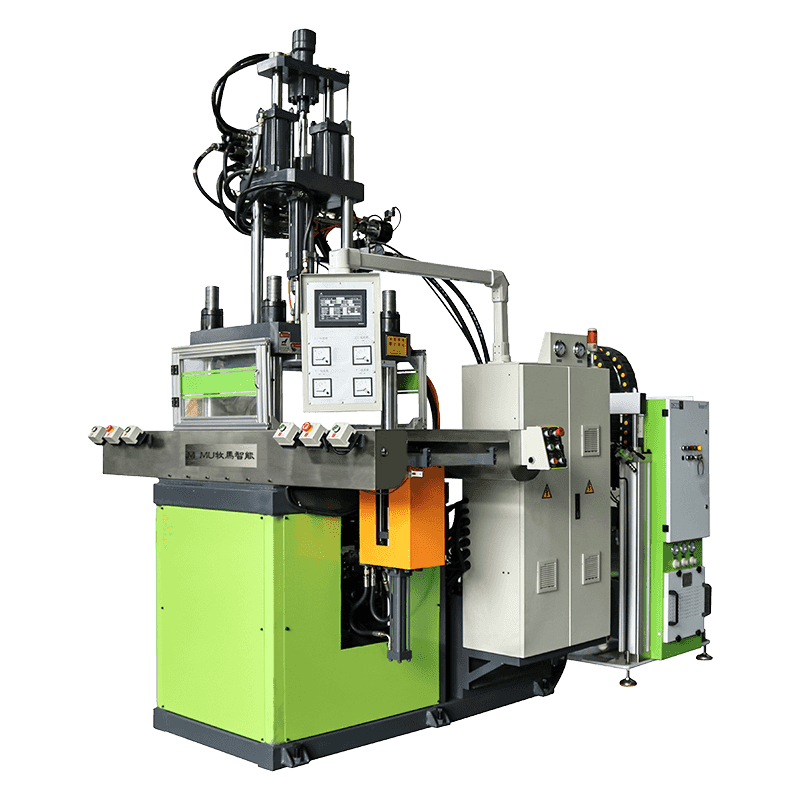
Vakumlu Kauçuk Vulkanizasyon Makinesi Nedir?
bir vakumlu kauçuk vulkanizasyon makinesi kauçuk bileşiklerini son, dayanıklı formuna getirmek için ısıyı, basıncı ve kontrollü vakum ortamını birleştiren endüstriyel bir pres sistemidir. Vulkanizasyon, ham veya bileşik kauçuğun ısı ve bir kürleme maddesi (tipik olarak kükürt veya peroksit) yoluyla çapraz bağlandığı, yumuşak, esnek bir malzemeyi güçlü, elastik ve termal olarak stabil bir ürüne dönüştüren kimyasal işlemdir. Bu işleme vakumun eklenmesi, bu makineyi standart kauçuk preslerden ayıran şeydir: kürleme öncesinde ve sırasında kalıp boşluğundan havayı ve uçucu gazları tahliye ederek makine, aksi takdirde bitmiş kauçuk parçanın yapısal bütünlüğünü ve yüzey kalitesini tehlikeye atacak gözenekliliği, hava tuzaklarını ve boşluk kusurlarını ortadan kaldırır.
Bu teknoloji, kauçuk bileşenlerin yoğunluk tekdüzeliği, yüzey kalitesi, boyutsal doğruluk ve mekanik performans açısından katı standartları karşılaması gereken endüstrilerde yaygın olarak benimsenmektedir. Otomotiv contalarından havacılık contalarına, tıbbi sınıf silikon parçalara ve hassas endüstriyel diyaframlara kadar vakumlu vulkanizasyon makineleri, standart sıcak pres yöntemlerinin tutarlılık veya hatasız kalite açısından ulaşamayacağı kauçuk ürünler üretir.
Vakumlu Vulkanizasyon Süreci Nasıl Çalışır?
Vakumlu kauçuk vulkanizasyon makinesinin çalışma döngüsü, her biri hatasız bir kürlenme elde etmede kritik bir rol oynayan, dikkatlice sıralanmış bir dizi aşamayı takip eder. Bu sırayı anlamak, operatörlerin ve mühendislerin belirli kauçuk bileşikleri ve kalıp geometrileri için proses parametrelerini optimize etmesine yardımcı olur.
Kalıp Yükleme ve İlk Kapama
İşlem, kürlenmemiş kauçuk bileşiğinin (ön kalıp, tabaka veya enjeksiyonla dağıtılan atış olarak) kalıp boşluğuna yerleştirilmesiyle başlar. Daha sonra kalıp, henüz tam kürleme kuvveti uygulanmadan kauçuğu yerinde tutacak bir ön basınca kapatılır. Bu aşamada kalıp tam olarak kapatılmamıştır ve vakum sistemi henüz devreye girmemiştir.
Vakumlu Tahliye
Kalıp ilk kapalı pozisyonuna ulaştığında, vakum pompası devreye girer ve kalıba veya plakaya işlenmiş özel tahliye kanalları aracılığıyla havayı kalıp boşluğundan dışarı çeker. Hedef vakum seviyesi tipik olarak -0,08 MPa ile -0,098 MPa (yaklaşık %95-99 vakum) arasında değişir ve tahliye aşaması kalıp hacmine ve bileşik türüne bağlı olarak 15 ila 90 saniye sürer. Bu adım, kauçuk bileşiği içindeki çözünmüş havayı uzaklaştırır, nemi temizler ve aksi takdirde kürleme sırasında kabarcıklar veya boşluklar oluşturabilecek uçucu yan ürünleri ortadan kaldırır.
Tam Basınç Uygulaması ve Kürleme
Vakum muhafaza edildiğinde, pres, ürün spesifikasyonuna bağlı olarak genellikle 10 ila 25 MPa arasında olmak üzere tam sıkıştırma basıncı uygularken, ısıtılmış plakalar, çoğu kükürtle kürlenen bileşik için genellikle 150°C ila 200°C arasındaki hedef kürleme sıcaklığına getirir. Isı ve basıncın kombinasyonu, kauçuk matris içindeki çapraz bağlanma reaksiyonlarını başlatır ve yönlendirir. Sertleşme süresi, ince kesitler için birkaç dakikadan, kalın veya karmaşık parçalar için bir saatten fazlaya kadar değişir. Bu aşama boyunca vakum, herhangi bir artık gaz geçişini bastırmaya devam eder.

Basınç Tahliyesi ve Kalıptan Çıkarma
Sertleşme döngüsü tamamlandığında pres, sıkma basıncını serbest bırakır, vakum boşaltılır ve kalıp açılır. Kürlenmiş kauçuk kısım çıkarılır - genellikle ejektör pimleri veya basınçlı hava yardımıyla - ve kürleme sonrası incelemeye tabi tutulur. Parça kalite kontrolüne ve paketlemeye geçmeden önce gerekirse flaş düzeltme gerçekleştirilir.
Vakumlu Vulkanizasyonun Standart Sıcak Pres Yöntemlerine Göre Temel Avantajları
Vakum ortamı, kauçuk kürlemenin kalite sonucunu temelden değiştirir. Geleneksel sıcak pres vulkanizasyonundan vakum destekli sistemlere geçiş yapan üreticiler, sürekli olarak birden fazla kalite ve üretkenlik ölçütünde ölçülebilir iyileştirmeler rapor ediyor:
- Gözenekliliğin ve hava kalıntılarının ortadan kaldırılması: birir trapped inside rubber compounds during mixing and forming creates voids that reduce tensile strength, tear resistance, and pressure-holding capacity. Vacuum evacuation removes these air pockets before they become locked into the cured structure, producing parts with measurably higher density and mechanical uniformity.
- Üstün yüzey kalitesi: Kalıp yüzeyi arayüzünde sıkışan hava olmadan kauçuk, boşluğun her detayına temiz bir şekilde akar, daha keskin kenarlar, daha temiz harfler veya doku üretimi ve ikincil sonlandırma gereksinimlerini azaltan pürüzsüz, hatasız bir yüzey kaplaması üretir.
- Geliştirilmiş boyut tutarlılığı: Vakum destekli kürleme, kauçuğun kontrollü koşullar altında kalıp boşluğunu eşit şekilde doldurmasını sağlar, kalınlık değişimini ve parçadan parçaya boyut dağılımını azaltır; bu, toleransların sıkı olduğu sızdırmazlık uygulamaları için kritik bir gerekliliktir.
- Neme duyarlı bileşiklerle daha iyi performans: Silikon kauçuk, EPDM ve bazı özel bileşikler kürleme sırasında nem kirliliğine karşı hassastır. Vakum ortamı, yüzeyde kabarmaya, renk bozulmasına veya etkilenen bölgelerde eksik kürlenmeye neden olmadan önce nemi ortadan kaldırır.
- Hurda ve yeniden işleme oranlarında azalma: Vakumlu vulkanizasyon, iç ve yüzey kusurlarının ana nedenlerini ortadan kaldırarak, incelemede başarısız olan parçaların oranını önemli ölçüde azaltır, malzeme israfını ve yeniden işleme işçilik maliyetlerini azaltır.
- Karmaşık geometrilerle uyumluluk: Kalıp vakum altındayken derin boşluklar, ince duvarlar, alttan kesikler ve karmaşık iç kanalların tümü daha güvenilir bir şekilde doldurulur, çünkü sınırlı alanlara kauçuk akışına direnen rakip hava basıncı yoktur.
Vakumlu Kauçuk Vulkanizasyon Makinelerine Dayalı Endüstriler ve Uygulamalar
Vakumlu vulkanizasyon makinelerine olan talep, her biri vakum işlemini güçlü bir şekilde tercih edilen veya teknik olarak zorunlu kılan özel performans gereksinimlerine sahip çok çeşitli endüstrileri kapsamaktadır:
| Endüstri | Tipik Ürünler | Anahtar Gereksinimi |
| birutomotive | Kapı contaları, contalar, O-halkalar, burçlar | Boyutsal hassasiyet, sıfır gözeneklilik |
| birerospace | Yakıt sistemi contaları, titreşim damperleri | Kusursuz yapı, yüksek güvenilirlik |
| Tıbbi Cihazlar | Silikon implantlar, diyaframlar, tüpler | Saflık, yüzey kalitesi, biyouyumluluk |
| Elektronik | Tuş takımları, konektörler, kapsülleme | İnce ayrıntıların çoğaltılması, tutarlılık |
| Endüstriyel Ekipmanlar | Pompa diyaframları, silindirler, konveyör parçaları | Mekanik dayanıklılık, eşit yoğunluk |
| Ayakkabı | Kauçuk dış tabanlar, topuk bileşenleri | Yüzey kalitesi, aşınma direnci |
| Enerji / Petrol ve Gaz | Yüksek basınçlı contalar, paketleyiciler, manşonlar | Basınç bütünlüğü, kimyasal direnç |
Havacılık ve tıbbi cihazlar gibi sektörlerde vakumlu vulkanizasyon yalnızca bir kalite tercihi değil aynı zamanda bir sertifikasyon gerekliliğidir. Bu alanlardaki kauçuk bileşenleri düzenleyen düzenleyici standartlar, yalnızca vakum destekli kürleme yoluyla güvenilir bir şekilde elde edilebilecek kusursuz iç yapıları zorunlu kılar.
Makine Seçerken Değerlendirilmesi Gereken Temel Teknik Özellikler
Doğru vakumlu kauçuk vulkanizasyon makinesini seçmek, hem mekanik hem de proses kontrol özelliklerinin dikkatli bir şekilde değerlendirilmesini gerektirir. Aşağıdaki parametreler üretim kapasitesi ve ürün kalitesi üzerinde en doğrudan etkiye sahiptir:
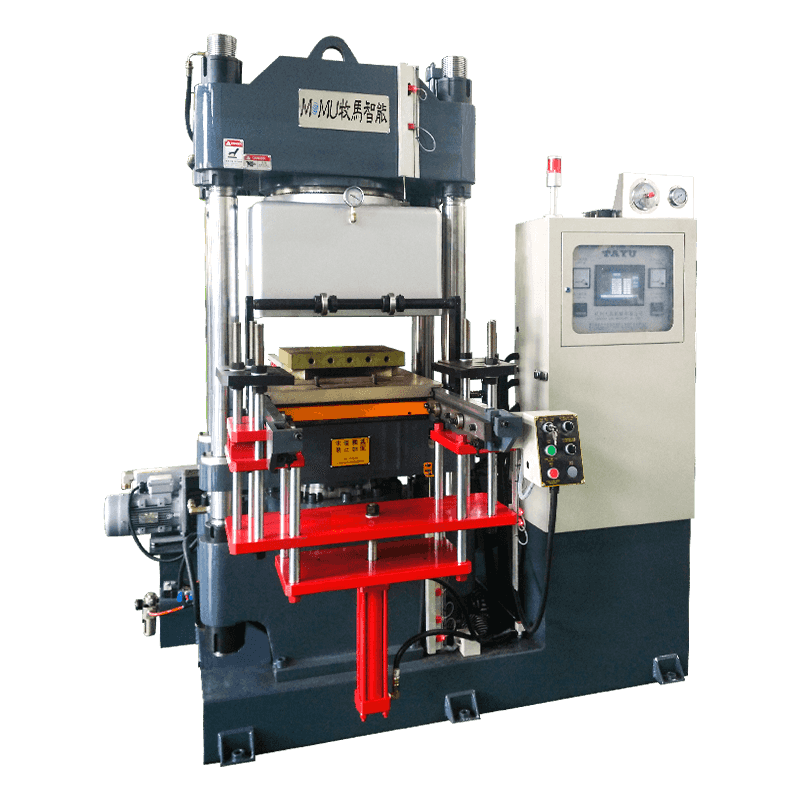
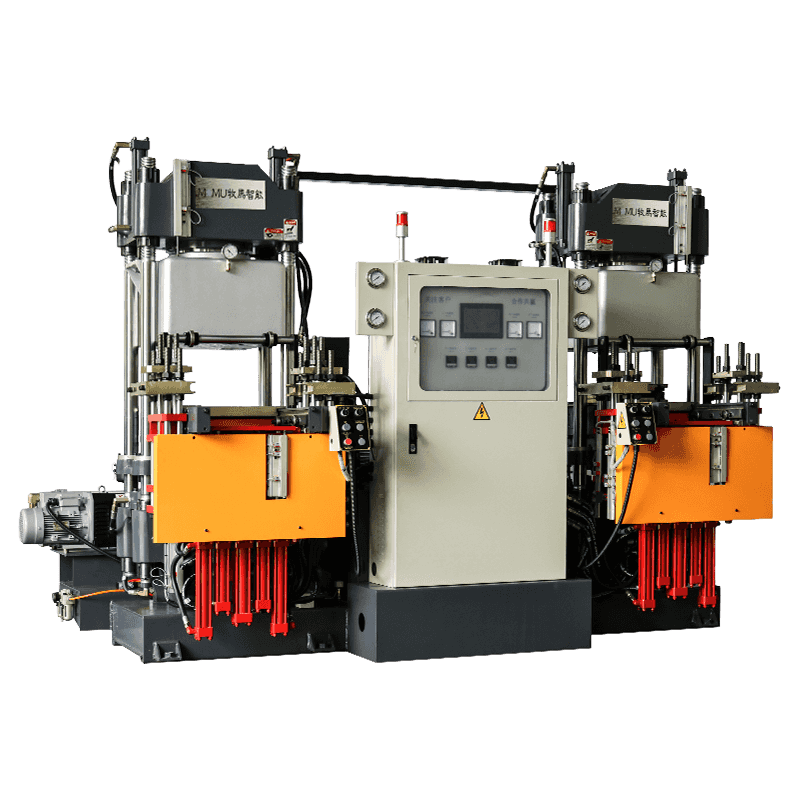
Merdane Boyutu ve Yapılandırması
Merdane boyutları, makinenin alabileceği maksimum kalıp alanını belirler. Yaygın merdane boyutları laboratuvar veya küçük parça üretimi için 300 × 300 mm'den büyük endüstriyel bileşenler için 1.200 × 1.200 mm'ye kadar değişir. Çoklu gün ışığı konfigürasyonları (üç veya daha fazla merdane seviyesine sahip makineler), birden fazla kalıbın aynı anda kürlenmesine olanak tanır ve ek zemin alanı gerektirmeden makine döngüsü başına çıktıyı önemli ölçüde artırır.
Sıkma Kuvveti
Kilonewton (kN) veya ton cinsinden ifade edilen sıkıştırma kuvveti, kürleme sırasında genişleyen kauçuğun oluşturduğu iç basınca karşı kalıbın tam kapanmasını sağlamaya yeterli olmalıdır. Yetersiz sıkma kuvveti, parlama, boyutsal aşırı büyüme ve kalıp ayırma kusurlarına neden olur. Tipik sıkma kuvvetleri küçük presler için 100 kN'den büyük formatlı endüstriyel sistemler için 10.000 kN'ye kadar değişir.
Vakum Sistemi Performansı
Vakum pompası kapasitesi ve ulaşılabilir vakum seviyesi kritik parametrelerdir. Yüksek kapasiteli bir pompa, hedef vakum seviyesine daha hızlı ulaşır ve çevrim süresini kısaltır. Vakum seviyesi, özellikle her üretim partisi için belgelenmiş süreç kayıtları gerektiren havacılık veya tıbbi kalite standartlarında üretim yapan üreticiler için, veri kaydetme özelliğine sahip kalibre edilmiş göstergeler aracılığıyla doğrulanabilir olmalıdır.
Plaka Boyunca Sıcaklık Eşitliği
Merdane yüzeyindeki sıcaklık değişimi doğrudan kalıp içinde eşit olmayan kürlenme oranlarına neden olur. Sektördeki en iyi uygulama, tüm plaka alanı boyunca ±2°C sıcaklık eşitliğini gerektirir. Bağımsız bölgelere ayrılmış ısıtma elemanları ve kapalı devre PID sıcaklık kontrol cihazlarıyla donatılmış makineler, tek bölgeli sistemlere göre daha sıkı bir tekdüzelik sağlar ve bu spesifikasyon, üretici tarafından sağlanan gerçek ölçüm verileriyle doğrulanmalıdır.
Kontrol Sistemi ve Veri Kaydı
Modern vakumlu vulkanizasyon makineleri, operatörlerin birden fazla kürleme reçetesini saklamasına, çok aşamalı basınç ve sıcaklık profillerini ayarlamasına ve proses parametrelerini gerçek zamanlı olarak izlemesine olanak tanıyan programlanabilir mantıksal kontrolörler (PLC'ler) ve dokunmatik ekranlı insan-makine arayüzleri (HMI'ler) ile donatılmıştır. Her üretim çalışması için sıcaklığın, basıncın, vakum seviyesinin ve döngü süresinin kaydedildiği veri kaydetme özelliği, ISO veya IATF standartları altında çalışan kalite yönetim sistemleri tarafından giderek daha fazla ihtiyaç duyulmaktadır.
İşlenen Yaygın Kauçuk Bileşikleri ve Bunların Özel Gereksinimleri
Farklı kauçuk bileşikleri, vakumlu vulkanizasyon koşulları altında farklı davranır ve makinenin proses parametrelerinin buna göre ayarlanması gerekir. En sık işlenen malzemeler şunları içerir:
- Doğal Kauçuk (NR): Orta düzeyde sertleşme sıcaklıkları (150–160°C) gerektirir ve bileşiğin depolanması sırasında atmosferik nemi emme eğilimi nedeniyle vakumdan önemli ölçüde yararlanır. Vakumlu tahliye, kürleme sırasında buhar çıkışının neden olduğu yüzey kabarmasını önler.
- Silikon Kauçuk (VMQ/LSR): Silikon kirlenmeye ve neme karşı oldukça hassastır. Vakumla sertleştirme, herhangi bir gözenekliliğin veya yüzey kusurunun kabul edilemez olduğu tıbbi ve gıda sınıfı silikon parçalar için esasen standart bir uygulamadır. Sertleşme sıcaklıkları tipik olarak 160°C ile 200°C arasında değişir.
- EPDM: Otomotiv hava yalıtımlarında ve çatı kaplama membranlarında yaygın olarak kullanılan EPDM bileşikleri, kürleme sırasında vakum yardımı olmadan iç boşluklar oluşturan uçucu yan ürünler açığa çıkarır. Yüksek performanslı EPDM sızdırmazlık bileşenleri için vakumlu tahliye standarttır.
- Nitril Kauçuk (NBR): Yağa dayanıklı contalarda ve O-halkalarda yaygın olarak kullanılan NBR, iç boşluksuz yapının basınç bütünlüğü açısından kritik olduğu hidrolik ve pnömatik sistemlere yönelik parçalar üretirken vakumlu işlemeden yararlanır.
- Florokarbon Kauçuk (FKM/Viton): Aşırı kimyasal ve sıcaklık ortamları için yüksek performanslı sızdırmazlık bileşiği. FKM pahalıdır ve vakumsuz işlemlerde kusur oranlarını önemli bir maliyet endişesi haline getirir. Vakumlu vulkanizasyon bu malzeme için hurda oranlarını önemli ölçüde azaltır.
Makine Performansını ve Uzun Ömrünü Koruyan Bakım Uygulamaları
bir vacuum rubber vulcanizing machine represents a substantial capital investment, and consistent preventive maintenance is essential to protect that investment and maintain production quality over the machine's operational life. The following maintenance practices are considered industry standard:
- Vakum pompası servisi: Vakum pompası en yoğun bakım gerektiren bileşendir. Yağ sızdırmaz döner kanatlı pompalar, üretici tarafından belirlenen aralıklarla (tipik olarak her 500 ila 1.000 çalışma saatinde) yağ değişimi gerektirir ve yağın durumu her gün görsel olarak kontrol edilmelidir. Kirlenmiş pompa yağı, ulaşılabilir vakum seviyesini azaltır ve pompanın aşınmasını artırır.
- Plaka sıcaklığı kalibrasyonu: Plaka yüzey sıcaklığı, kalibre edilmiş referans termokupllara göre en az üç ayda bir doğrulanmalıdır. Eskiyen ısıtma elemanlarının veya termokupl bozulmasının neden olduğu sıcaklık kayması, sertleşme kalitesini doğrudan etkiler ve sistematik kalibrasyon kontrolleri olmadan tespit edilemeyebilir.
- Hidrolik sistem denetimi: Hidrolik sıvı seviyesini ve durumunu aylık olarak kontrol edin. Her vardiya başlangıcında hortumları, bağlantı parçalarını ve silindir contalarını sızıntı açısından inceleyin. Hidrolik basınç, bağımsız bir ölçüm cihazı kullanılarak üç ayda bir makinenin nominal özelliklerine göre doğrulanmalıdır.
- Vakum hattı ve conta bütünlüğü: Tüm vakum hatlarını, bağlantı parçalarını ve kalıp sızdırmazlık kanallarını çatlak, kauçuk kalıntısı birikmesi veya sızdırmazlık bozulması açısından inceleyin. Küçük vakum sızıntıları bile ulaşılabilir vakum seviyelerini önemli ölçüde azaltır ve proses tutarlılığını tehlikeye atar.
- Plaka ve kılavuz kolonunun yağlanması: birpply manufacturer-specified lubricants to guide columns, tie bars, and platen sliding surfaces at recommended intervals to prevent galling, uneven platen movement, and premature wear on precision-machined components.
ISO 9001, IATF 16949 veya eşdeğer kalite yönetimi çerçeveleri kapsamında faaliyet gösteren üreticiler için, her görev için imzalı tamamlanma kayıtlarıyla birlikte belgelendirilmiş bir önleyici bakım programı oluşturulması şiddetle tavsiye edilir. Doğru bakım yalnızca makinenin hizmet ömrünü uzatmakla kalmaz, aynı zamanda doğrulama sırasında kaydedilen süreç parametrelerinin, üretim yaşam döngüsü boyunca gerçek makine performansını temsil etmesini sağlar.