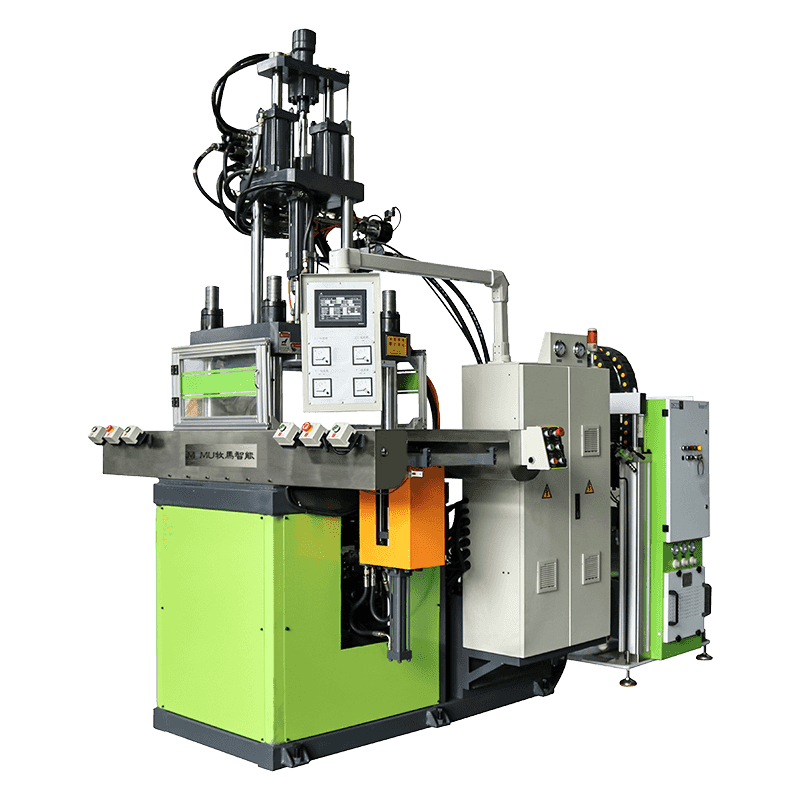
Sıvı Silikon Kauçuk (LSR) enjeksiyon kalıplama, esnek, ısıya dayanıklı ve biyouyumlu silikon bileşenler üretmek için mevcut en hassas ve çok yönlü üretim süreçlerinden biridir. Bu sürecin merkezinde, standart termoplastik enjeksiyon kalıplama makinelerinden temel olarak farklı olan son derece uzmanlaşmış bir ekipman olan LSR enjeksiyon kalıplama makinesi bulunmaktadır. İster tıbbi cihazlar, otomotiv contaları, bebek ürünleri veya tüketici elektroniği için LSR işlemeyi değerlendiriyor olun, bu makinelerin nasıl çalıştığını ve onları benzersiz kılan şeyin ne olduğunu anlamak, bilinçli üretim kararları vermek için çok önemlidir.
LSR Enjeksiyon Kalıplamayı Standart Enjeksiyondan Farklı Kılan Nedir?
Standart termoplastik enjeksiyon kalıplama, katı plastik peletleri eritir, erimiş malzemeyi soğutulmuş bir kalıba enjekte eder ve katılaşmış parçayı dışarı atar. LSR enjeksiyon kalıplama tam tersi termal yönde çalışır. Sıvı silikon kauçuk, oda sıcaklığında saklanan ve ısıtılmış bir kalıba pompalanan, soğuk işlenebilen, iki bileşenli bir termoset malzemedir ve burada nihai katı formuna çapraz bağlanır veya vulkanize edilir.
Termal sürecin bu tersine çevrilmesinin makine tasarımı üzerinde derin etkileri vardır. Erken sertleşmeyi önlemek için malzeme dağıtım sisteminin soğuk tutulması gerekirken, kontrollü bir döngü süresi içinde vulkanizasyon reaksiyonunu tetiklemek ve tamamlamak için kalıbın ısıtılması (tipik olarak 150°C ile 220°C arasında) gerekir. Bir LSR enjeksiyonlu kalıplama makinesinin her bileşeni, bu soğuk besleme, sıcak kürleme proses mantığı etrafında tasarlanmıştır.
Ek olarak, LSR iki parçalı bir sistemdir: Bileşen A, baz silikon polimeri ve bir platin katalizörü içerirken Bileşen B, çapraz bağlayıcıyı ve pigmentleri veya diğer katkı maddelerini içerir. Bu iki bileşen hacimce 1:1 oranında hassas bir şekilde ölçülmeli, hava kabarcıkları oluşmadan iyice karıştırılmalı ve önemli bir sertleşme başlamadan önce kalıba enjekte edilmelidir.

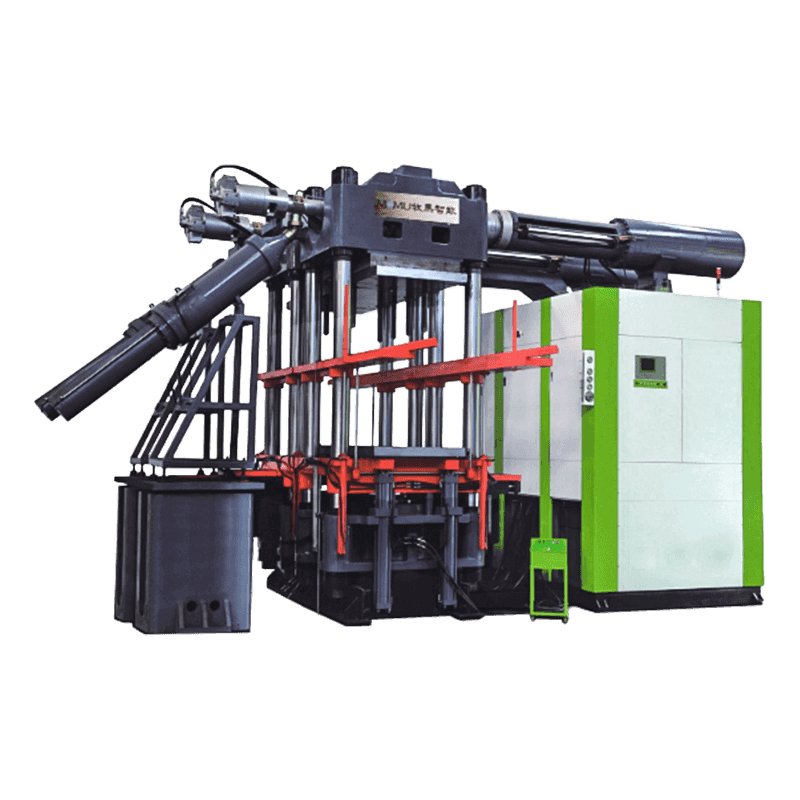
LSR Enjeksiyon Makinesinin Temel Bileşenleri
Bir LSR enjeksiyon kalıplama sistemi, her biri tutarlı, hatasız silikon parçalar sağlamada kritik bir işlevi yerine getiren çeşitli entegre alt sistemlerden oluşur.
Varil Pompalama ve Ölçüm Ünitesi
Varil pompa ünitesi, hava girişini önlemek için malzeme yüzeyine baskı yapan takip plakalarını kullanarak iki LSR bileşenini orijinal besleme varillerinden çeker. Her bileşen, hacimsel akış hızını yüksek doğrulukla kontrol eden ayrı, hassas şekilde kalibre edilmiş bir ölçüm pompası (tipik olarak dişli pompa veya pistonlu pompa) aracılığıyla beslenir. A Bileşeni ile B Bileşeni arasındaki oran, tüm çekim boyunca tam olarak 1:1 oranında korunur. Bu orandan herhangi bir sapma, tamamlanmamış kürlenmeye, parçaların yapışkan olmasına veya bitmiş bileşende fiziksel özelliklerin azalmasına neden olur.
Statik ve Dinamik Karıştırma Sistemi
Ölçümden sonra iki bileşen, enjeksiyon haznesine girmeden önce bir karıştırma sisteminden geçer. Bir tüpün içindeki sarmal elemanlardan oluşan statik karıştırıcılar, hareketli parçalar olmadan bileşenleri iyice karıştıran türbülanslı bir katlama hareketi yaratır. Renk açısından kritik veya katkı maddesi açısından zengin formülasyonlar için, daha yoğun bir karıştırma amacıyla döner elemanlı dinamik karıştırıcılar kullanılabilir. Karıştırma sistemi, havayı hapsetmeden tamamen homojen bir karışım üretmelidir; çünkü hava kalıntıları, kalıplanmış parçada boşluklar veya yüzey kusurları olarak görünecektir.
Soğuk Yolluk Enjeksiyon Namlusu ve Vidası
Namlunun ısıtıldığı termoplastik makinelerin aksine, LSR enjeksiyon namlusu, ölçüm ve enjeksiyon sırasında malzemeyi aktivasyon sıcaklığının altında tutmak için genellikle su veya soğutucuyla soğutulur. Bir LSR makinesindeki vida, sıvı, düşük viskoziteli bir malzemenin taşınması için özel olarak tasarlanmıştır. Tipik olarak düşük bir sıkıştırma oranına ve düşük viskoziteli silikonun atışlar arasında akmasını önlemek için meme ucunda bir kapatma vanasına sahiptir. Namlunun sıcaklık kontrolü kritik öneme sahiptir; Namlu sıcaklığındaki hafif bir artış bile sistemi tıkayan ve maliyetli aksama sürelerine neden olan erken çapraz bağlanmayı başlatabilir.
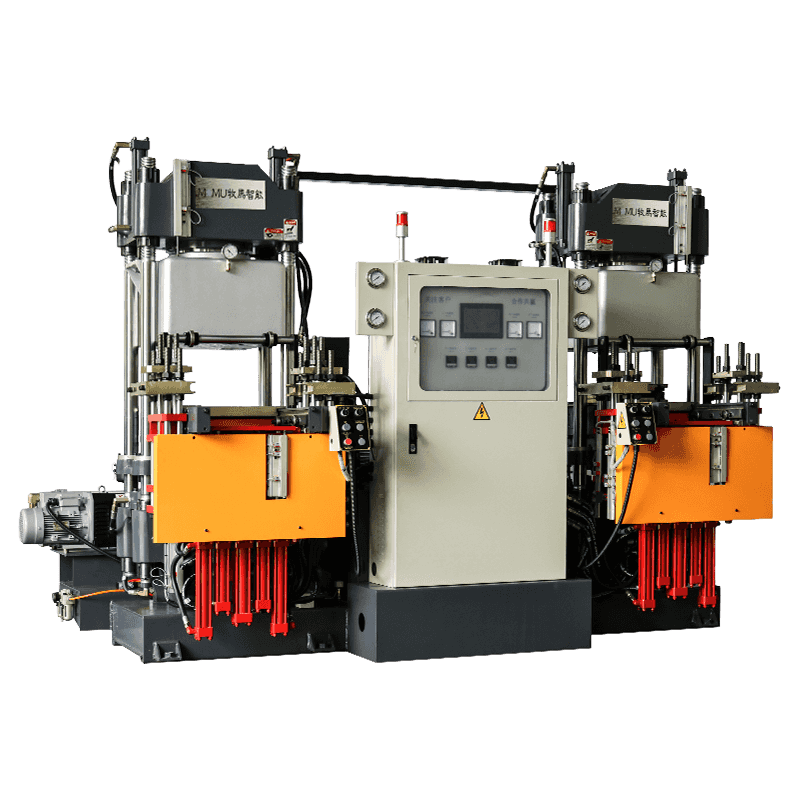
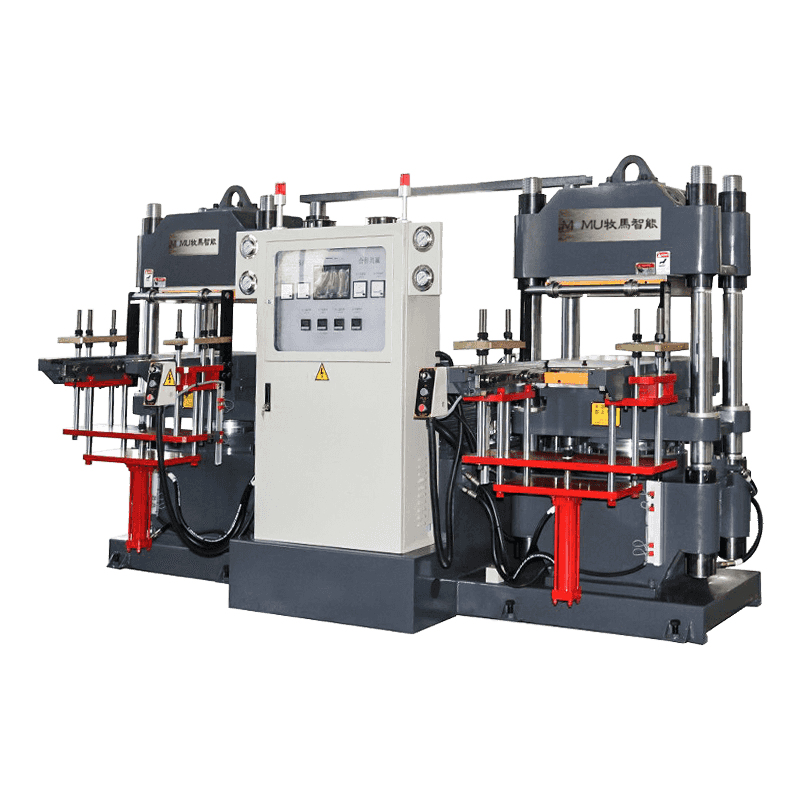
Isıtmalı Kalıp ve Sıkma Ünitesi
Bir LSR makinesindeki kalıp, vulkanizasyon sıcaklığına kadar elektrikle ısıtılır ve tüm boşluklarda sıkı bir termal homojenlik sağlanır. Kalıbı enjeksiyon basıncına karşı kapalı tutan bağlama ünitesi, LSR'nin çok düşük viskoziteye sahip olması ve ayırma hattındaki çok küçük boşluklara bile nüfuz etmesi nedeniyle parlamayı önlemek için yeterli gücü sağlamalıdır. LSR kalıpları için bağlama kuvvetleri, öngörülen parça alanına ve enjeksiyon basıncına göre hesaplanır ve boşluk sayısına ve parça geometrisine bağlı olarak tipik olarak 50 ila 500 ton aralığındadır.
Adım Adım LSR Enjeksiyon Kalıplama Süreci
Bir LSR enjeksiyon kalıplama döngüsündeki işlem sırasını anlamak, makinenin her bir bileşeninin neden bu şekilde tasarlandığını açıklığa kavuşturur.
- Malzeme ölçümü: Varil pompaları A ve B Bileşenlerini besleme varillerinden çeker ve ölçüm ünitesi bunları hassas 1:1 hacimsel oranda karıştırma sistemine iletir.
- Karıştırma: İki bileşen, statik veya dinamik karıştırıcıda iyice karıştırılarak enjeksiyona hazır, homojen, kabarcıksız bir karışım üretilir.
- Dozaj: Karışık LSR, soğutulmuş enjeksiyon haznesine ölçülerek tüm boşlukları ve yolluk sistemini doldurmak için gereken hassas atış hacmini biriktirir.
- Kalıp kapanışı: Sıkıştırma ünitesi, enjeksiyon başlamadan önce kalıbı tam sıkma kuvvetiyle kapatır ve kilitler.
- Enjeksiyon: Vida ilerler ve LSR'yi kontrollü hız ve basınçta soğuk yolluk sistemi boyunca ısıtılmış kalıp boşluklarına doğru iter.
- Vulkanizasyon: Isıtılan kalıp, platin katalizli çapraz bağlanma reaksiyonunu tetikler. Parça, duvar kalınlığına, malzeme kalitesine ve kalıp sıcaklığına bağlı olarak genellikle 15 ila 90 saniye arasında programlanmış bir bekleme süresi boyunca kalıp içinde sertleşir.
- Kalıp açma ve kalıptan çıkarma: Sertleşme tamamlandıktan sonra kalıp açılır ve parçalar manuel olarak, itici pimlerle veya robotik kalıptan çıkarma sistemiyle çıkarılır. LSR parçaları esnek olduğundan, genellikle sert termoplastiklerle imkansız olan karmaşık geometrilerden kalıptan çıkarılabilir.
LSR Enjeksiyon Makinesi Özellikleri Karşılaştırıldı
| Şartname | Tipik Aralık | Önem |
| Sıkma Kuvveti | 50–500 ton | Düşük viskoziteli LSR'de parlamayı önler |
| Namlu Sıcaklığı | 5°C – 25°C (soğutulmuş) | Namluda erken kürlenmeyi önler |
| Kalıp Sıcaklığı | 150°C – 220°C | Sertleşme hızını ve parça özelliklerini kontrol eder |
| Ölçüm Oranı Doğruluğu | ±%0,5 veya daha iyisi | Tam ve tutarlı kürleme sağlar |
| Atış Hacmi | 0,1 cm³ – 3.000 cm³ | Parça boyutunu ve boşluk sayısını belirler |
| Tedavi Döngüsü Süresi | 15 – 90 saniye | Verimi ve üretim maliyetini etkiler |
| Boşluk Sayısı | 1 – 128 | Yüksek hacimli üretim için çıktıyı ölçeklendirir |
LSR Enjeksiyon Kalıplama Makinelerine Güvenilen Endüstriler ve Uygulamalar
LSR'nin biyouyumluluk, -60°C'den 200°C'ye kadar termal kararlılık, elektrik yalıtımı, kimyasal direnç ve belirli sınıflarda optik berraklık gibi benzersiz özelliklerinin birleşimi, onu çok çeşitli zorlu endüstrilerde tercih edilen malzeme haline getiriyor.
Tıbbi ve Sağlık Cihazları
LSR, otoklav, gama radyasyonu veya etilen oksit ile bozulmadan sterilize edilebildiğinden tıbbi uygulamalarda yaygın olarak kullanılır. LSR enjeksiyon kalıplama makineleri, solunum maskeleri, şırınga tıpaları, kateter uçları, implante edilebilir contalar, peristaltik pompa boruları ve bebek besleme ürünleri gibi bileşenler üretir. Tıbbi sınıf LSR formülasyonları, ISO 10993 biyouyumluluk standartlarını karşılar ve enjeksiyon kalıplama işleminin kapalı, kontaminasyonsuz doğası, onu temiz oda üretimi için uygun kılar.
Otomotiv Bileşenleri
Otomotiv sektöründe LSR, aşırı sıcaklık dalgalanmalarına ve yağlara ve yakıtlara maruz kalmaya dayanması gereken buji muhafazaları, salmastra contaları, konnektör contaları, contalar ve sensör muhafazaları için kullanılır. LSR'nin yüksek termal kararlılığı, soğuk çalıştırmadan yüksek çalışma sıcaklıklarına kadar güvenilir performans göstermesi gereken motor bölmesi bileşenleri için onu geleneksel kauçuğa göre çok daha uygun hale getirir.
Tüketici Elektroniği ve Giyilebilir Ürünler
Akıllı saat bantları, kulaklık uçları, düğme membranları, akıllı telefonlar için su geçirmez contalar ve klavye tuş membranlarının tümü yaygın olarak LSR enjeksiyon kalıplama kullanılarak üretilmektedir. LSR'yi dar toleranslarla karmaşık geometrilerde ve her renkte kalıplama yeteneği, onu hem performansın hem de estetiğin önemli olduğu tüketici ürünleri için ideal kılar.
Bebek ve Gıdayla Temas Eden Ürünler
Malzemenin BPA, ftalat ve diğer zararlı plastikleştiriciler içermemesi nedeniyle mutfak aletlerine yönelik biberon emzikleri, emzikler, dişlikler ve gıdaya uygun contalar LSR'de üretilmektedir. Tekrarlanan sterilizasyon döngülerine dayanıklıdır, düşük sıcaklıklarda esnekliğini korur ve tat veya kokuları emmez; bunların tümü gıdayla temas ve bebek uygulamaları için kritik özelliklerdir.
LSR Enjeksiyon Makinesi Seçerken Dikkat Edilmesi Gereken Faktörler
Doğruyu seçmek LSR enjeksiyon kalıplama makinesi özel üretim gereksinimlerinizin, malzeme özelliklerinin ve kalite hedeflerinizin dikkatli bir şekilde değerlendirilmesini gerektirir. Uygulamanız için yanlış makineyi satın almak kalite kusurlarına, aşırı hurdaya ve üretim hedeflerine ulaşmada zorluklara neden olur.
- Parça boyutu ve atış ağırlığı: Tezgahın enjeksiyon ünitesi, parçanız ve boşluk sayımınız için gereken hassas dozaj hacmini sağlayacak şekilde boyutlandırılmalıdır. Büyük boyutlu enjeksiyon üniteleri küçük parçalar için dozaj doğruluğunu azaltır; küçük boyutlu üniteler büyük veya çok gözlü kalıpları dolduramaz.
- Ölçüm doğruluğu: Tıbbi veya gıdayla temas eden parçalar gibi kritik uygulamalar için ±%0,5 veya daha iyi ölçüm doğruluğu gereklidir. Ölçüm sisteminin özelliklerini doğrulayın ve tedarikçiden belgelenmiş proses kapasitesi verilerini isteyin.
- Soğuk yolluk veya atık yolluk sistemi: LSR için soğuk yolluk sistemleri (yolluk malzemesini kürlenmemiş ve geri dönüştürülebilir veya yeniden enjekte edilebilir halde tutan) malzeme israfını önemli ölçüde azaltır ve yüksek hacimli üretim makinelerinde standarttır. Kalıp tasarımınızla yolluk sisteminin uyumluluğunu doğrulayın.
- Temiz oda uyumluluğu: Tıbbi cihaz üretimi için makinenin temiz oda kurulumuyla uyumlu olması gerekir; paslanmaz çelik veya kaplamalı yüzeyler, minimum partikül üretimi ve temiz oda önlüğü ve erişim protokolleriyle uyumluluk.
- Otomasyon entegrasyonu: Yüksek hacimli LSR üretimi, entegre robotik kalıptan çıkarma, görsel denetim sistemleri ve konveyör tabanlı parça işlemeden önemli ölçüde yararlanır. Satın almadan önce makinenin arayüzünün otomasyon gereksinimlerinizle uyumluluğunu doğrulayın.
- Vakumlu havalandırma kapasitesi: Olağanüstü yüzey kalitesi gerektiren parçalar veya optik dereceli LSR'nin işlenmesi için, sıkışan havanın çıkarılması için enjeksiyondan önce kalıp boşluğunun boşaltılması gerekir. Uygulamanız için gerekiyorsa makine ve kalıp tasarımının vakumlu havalandırmayı desteklediğini doğrulayın.
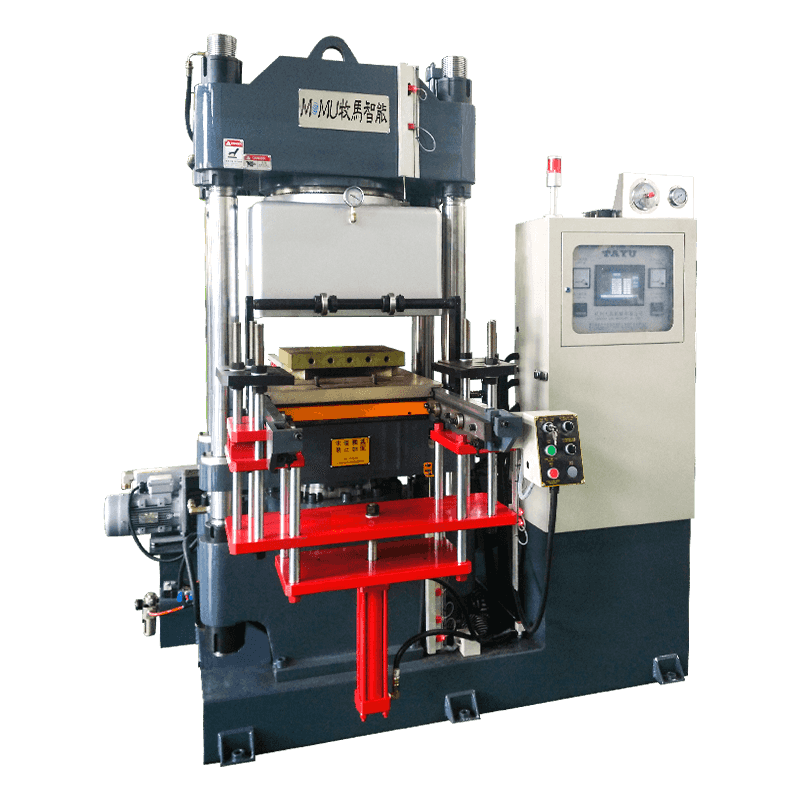
LSR Enjeksiyon Makinesinin Alternatif Silikon İşleme Yöntemlerine Göre Avantajları
LSR enjeksiyon kalıplama, silikon kauçuk parçalar üretme yöntemleri olarak sıkıştırma kalıplama ve transfer kalıplama ile rekabet eder. Her yöntemin kendi yeri vardır, ancak LSR enjeksiyonlu kalıplama, hassas bileşenlerin orta ila yüksek hacimli üretimi için önemli avantajlar sunar.
- Döngü süresi: LSR enjeksiyon kalıplama döngü süreleri, özellikle ince duvarlı parçalar için, sıkıştırma kalıplamaya göre önemli ölçüde daha kısadır ve vardiya başına çok daha yüksek verim sağlar.
- Boyutsal tutarlılık: Kapalı, otomatik enjeksiyon prosesi, malzeme yerleştirme ve kalıp kapatmadaki operatör değişkenliğinden etkilenen açık kalıp sıkıştırma proseslerine göre çok daha sıkı boyut toleransları üretir.
- Malzeme atığı: Soğuk yolluklu LSR enjeksiyon sistemleri, kürlenmemiş yolluk malzemesi yeniden enjekte edildiğinden neredeyse sıfır malzeme atığı üretir. Sıkıştırma ve transfer kalıplama önemli ölçüde çapak ve yolluk hurdası üretir.
- Otomasyon potansiyeli: LSR enjeksiyon kalıplama, robotik otomasyonla tamamen uyumludur ve yüksek hacimli parçalar için ışıklar kapalı üretime olanak tanır. Sıkıştırma kalıplama doğası gereği daha fazla emek yoğundur.
- Çok bileşenli kalıplama: LSR enjeksiyon kalıplama makinesis can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
LSR Makineleri için Bakım ve Operasyonel Hususlar
LSR enjeksiyonlu kalıplama makineleri, malzeme birikmesini, namlu içinde sertleşmeyi ve ölçüm kaymasını önlemek için disiplinli bakım gerektirir. Her üretim çalışmasının sonunda malzeme dağıtım sistemi, hatlar, karıştırıcı veya varil içinde sertleşmeden önce tüm karışık LSR'yi çıkarmak için bir yıkama maddesi veya nötr silikon bazlı ile iyice temizlenmelidir. Enjeksiyon sisteminin içindeki kürlenmiş silikonun çıkarılması son derece zordur ve genellikle etkilenen bileşenlerin tamamen sökülmesini gerektirir.
1:1 oranının doğru bir şekilde korunduğunu doğrulamak için dozaj pompaları düzenli olarak (en azından her malzeme değişimi sırasında) kalibre edilmelidir. Düzensiz kalıp sıcaklıkları tutarsız kürlenmeye ve parça çarpıklığına neden olduğundan, kalıp sıcaklık kontrolörleri ve ısıtma elemanları kalibrasyon sapması ve sıcak nokta oluşumu açısından periyodik olarak kontrol edilmelidir. Uygun bakım protokolleri uygulandığında, iyi tanımlanmış bir LSR enjeksiyonlu kalıplama makinesi, uzun yıllar boyunca güvenilir, yüksek kaliteli üretim çıktısı sağlayacaktır.