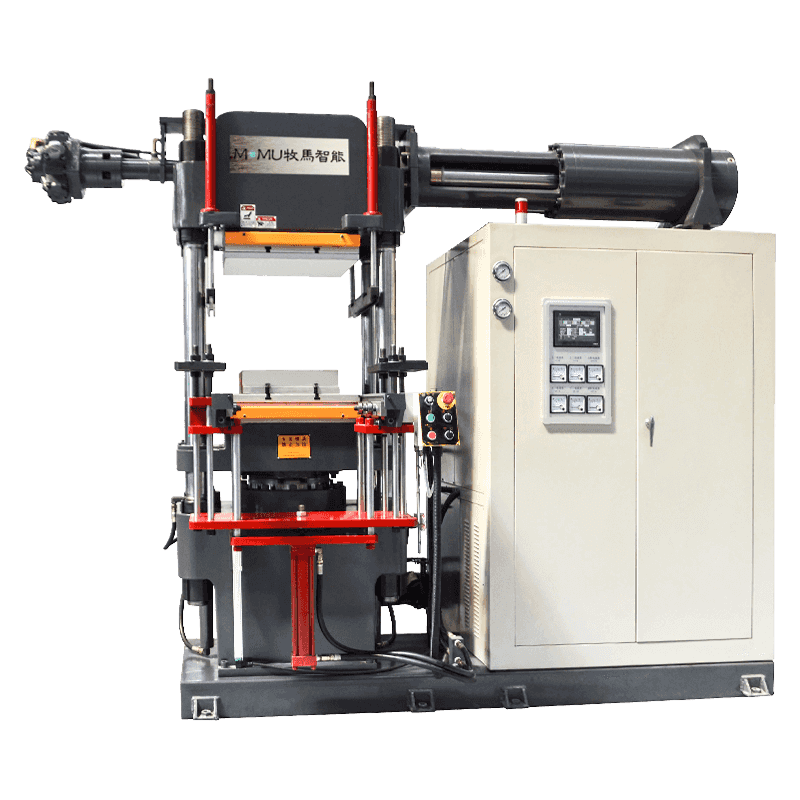
Kauçuk Sıkıştırma Kalıplama Makinesi Nedir?
bir kauçuk sıkıştırma kalıplama makinesi kapalı bir kalıp boşluğu içerisinde kontrollü ısı ve basınç uygulayarak kauçuk bileşiklerine şekil vermek için özel olarak tasarlanmış bir hidrolik prestir. Malzemenin bir yolluk sistemi aracılığıyla kalıba zorlandığı enjeksiyonlu kalıplamanın aksine, sıkıştırmalı kalıplama, önceden ölçülmüş bir kauçuk yükünü - ön kalıp olarak adlandırılır - doğrudan açık kalıp boşluğuna yerleştirir. Pres daha sonra kalıbı yüksek hidrolik basınç altında kapatırken aynı anda ısı uygulayarak kauçuğun akmasına, boşluğu doldurmasına ve kalıcı, katı bir şekle vulkanize olmasına neden olur. Sonuç, kalıbın geometrisini tam olarak kopyalayan bitmiş bir kauçuk bileşendir.
Bu makineler, hassas kauçuk bileşenlere dayanan endüstriler için temel öneme sahiptir: otomotiv sızdırmazlık sistemleri, endüstriyel contalar, havacılık ve uzay titreşim sönümleyicileri, tıbbi cihaz bileşenleri, ayakkabı tabanları ve tüketim malları. Sıkıştırma kalıplama işlemi basitliği, enjeksiyonlu kalıplamaya kıyasla nispeten düşük takım maliyeti ve doğal kauçuk, silikon, EPDM, neopren, nitril (NBR) ve floroelastomerler (FKM) dahil olmak üzere çok çeşitli kauçuk bileşikleri için uygunluğu nedeniyle değerlidir. Makinenin kendisi, üretim ölçeğinde tutarlı, tekrarlanabilir vulkanizasyonu mümkün kılan kontrollü ortamdır.
Temel Çalışma Prensibi: Isı, Basınç ve Vulkanizasyon
Kauçuk sıkıştırmalı kalıplama makinesinin çalışma prensibi, birbirine bağlı üç değişken etrafında döner: sıcaklık, basınç ve sertleşme süresi. Bunlar birlikte, kalıplanmış bir kauçuk parçanın amaçlanan fiziksel spesifikasyonları karşılayıp karşılamadığını veya yetersiz sertleşme, aşırı sertleşme veya boyutsal yanlışlık nedeniyle başarısız olup olmadığını belirler.
Tipik olarak sertleştirilmiş çelik veya alüminyumdan işlenen kalıp, hidrolik presin üst ve alt plakaları arasına monte edilir. Plakalara gömülü elektrikli ısıtma elemanları veya buhar devreleri, ısıyı kalıptan kauçuk yüküne aktarır. Kauçuk ısındıkça yumuşar ve esnek hale gelir, daha sonra presin kapanma basıncı altında akarak boşluğun her kenarını doldurur. Eş zamanlı olarak ısı, kauçuk bileşiği içindeki vulkanize edici maddeleri (genellikle kükürt bileşikleri veya peroksitler) aktive ederek polimer zincirlerinin çapraz bağlanmasını tetikler. Bu çapraz bağlanma, yumuşak, termoplastik benzeri ham kauçuğu elastik, boyutsal olarak stabil, kalıcı olarak şekillendirilmiş bir bileşene dönüştüren şeydir.
Plaka yüzeyinin tamamında hassas sıcaklık eşitliğini korumak kritik öneme sahiptir. Eşit olmayan ısı dağılımı, tek bir kalıpta farklı sertleşme oranlarına yol açarak tutarsız sertliğe, yüzey kusurlarına veya iç boşluklara sahip parçalar üretir. Modern sıkıştırmalı kalıplama makineleri, üretim döngüsü boyunca merdane sıcaklıklarını ayar noktasının ±1°C dahilinde tutmak için PID (oransal-integral-türev) sıcaklık kontrolörleri kullanır.

Kauçuk Sıkıştırma Kalıplama Makinelerinin Ana Tipleri
Kauçuk sıkıştırmalı kalıplama makineleri, her biri farklı üretim ortamlarına, parça boyutlarına ve otomasyon seviyelerine uygun çeşitli konfigürasyonlarda mevcuttur.
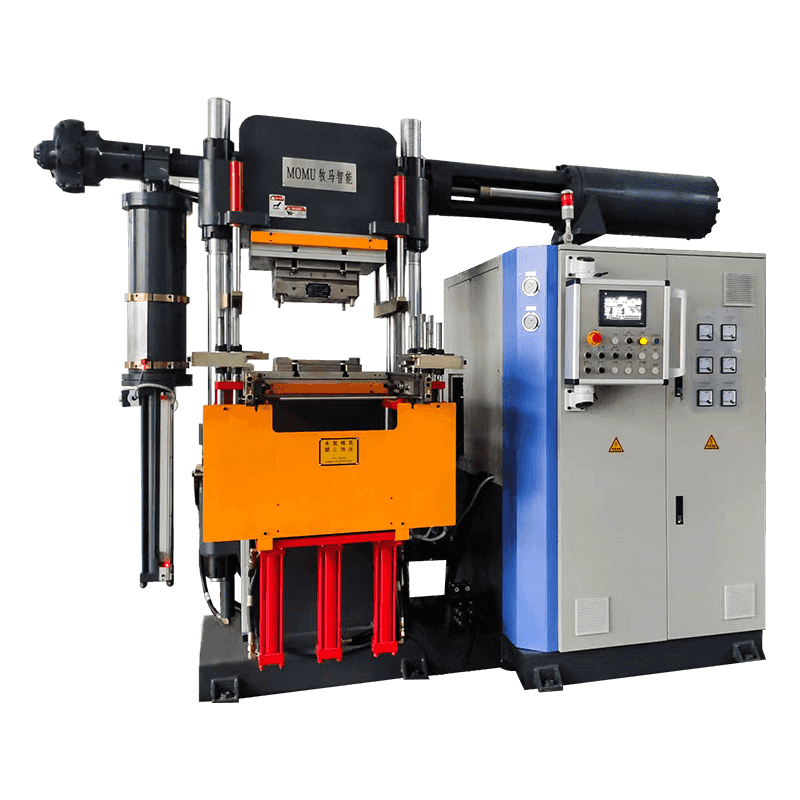
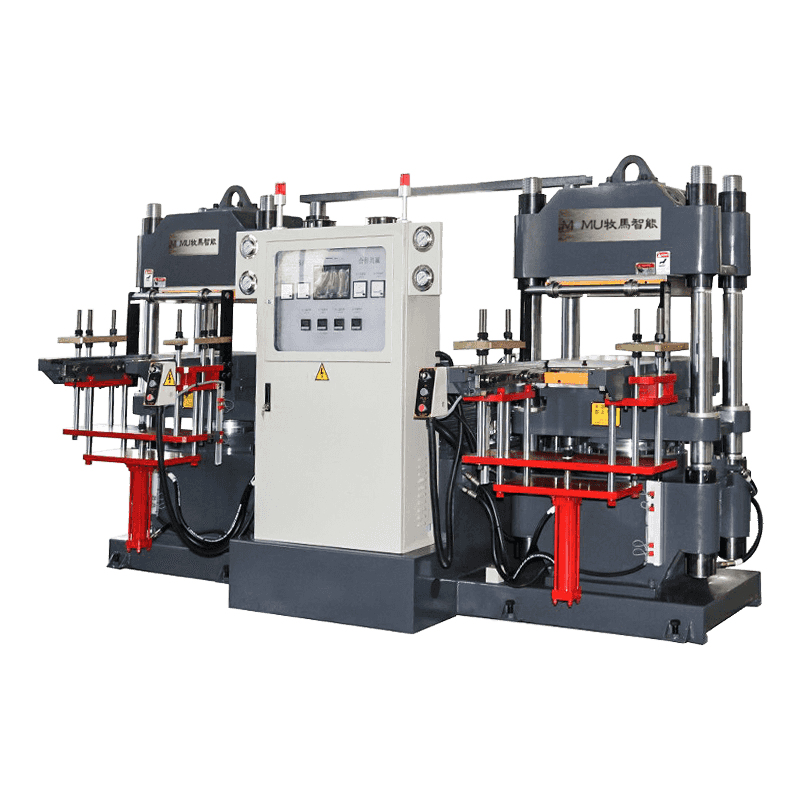
Tek Gün Işığında Pres
Tek gün ışığı presinde üst ve alt baskı levhası arasında bir açıklık bulunur ve her seferinde tek bir kalıp yerleştirilebilir. Bu, küçük ve orta ölçekli üretim süreçleri ve nispeten büyük bireysel bileşenlerin kalıplanması için en yaygın konfigürasyondur. Kolay kullanım, kolay kalıp değiştirme ve ön kalıp yükleme ve parça çıkarma için kalıba doğrudan operatör erişimi sunar. Tek gün ışığı presleri, uygulamaya bağlı olarak 50 tondan 1.000 tona kadar değişen sıkma kuvvetlerinde mevcuttur.
Çoklu Gün Işığı Baskısı
Çoklu gün ışığına sahip baskı makineleri, dikey olarak istiflenmiş birden fazla ısıtmalı plakayı bir araya getirerek tek bir baskı darbesinde aynı anda çalışan birden fazla kalıp açıklığı veya gün ışığı oluşturur. Bu konfigürasyon, ek zemin alanı veya ayrı baskı makineleri gerektirmeden döngü başına çıktıyı önemli ölçüde artırır. Dört günlük bir pres, her üretim döngüsünde aktif olan kalıp boşluklarının sayısını etkili bir şekilde dört katına çıkararak contalar, O-halkalar, titreşim takozları ve rondelalar gibi küçük ve orta ölçekli kauçuk parçaların yüksek hacimli üretimi için oldukça verimli hale getirir.
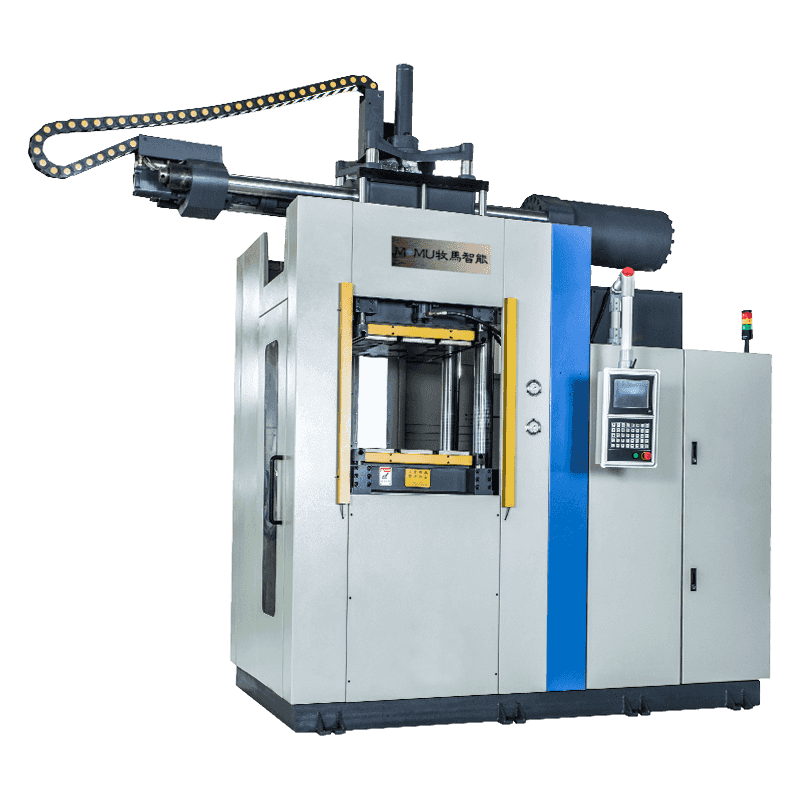
Döner veya Mekik Masa Presi
Döner ve mekik tablalı presler, yükleme ve boşaltma bölgesini presleme bölgesinden ayırarak operatör ergonomisini ve çevrim verimliliğini artırmak üzere tasarlanmıştır. Dönen bir döner tabla veya kayan mekik, kalıpları otomatik veya yarı otomatik olarak presin içine ve dışına hareket ettirerek, pres kürleme döngüsünü tamamlarken operatörün preformları güvenli, erişilebilir bir istasyonda yüklemesine ve bitmiş parçaları çıkarmasına olanak tanır. Bu tasarım özellikle üretken olmayan açık zamanın en aza indirilmesinin öncelikli olduğu yüksek tempolu üretim ortamlarında etkilidir.
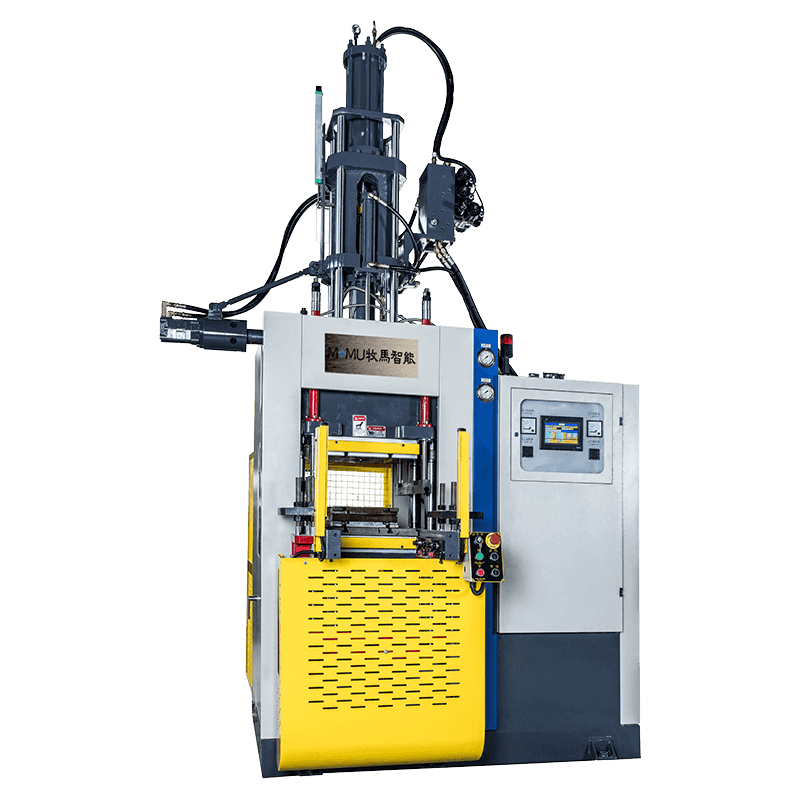
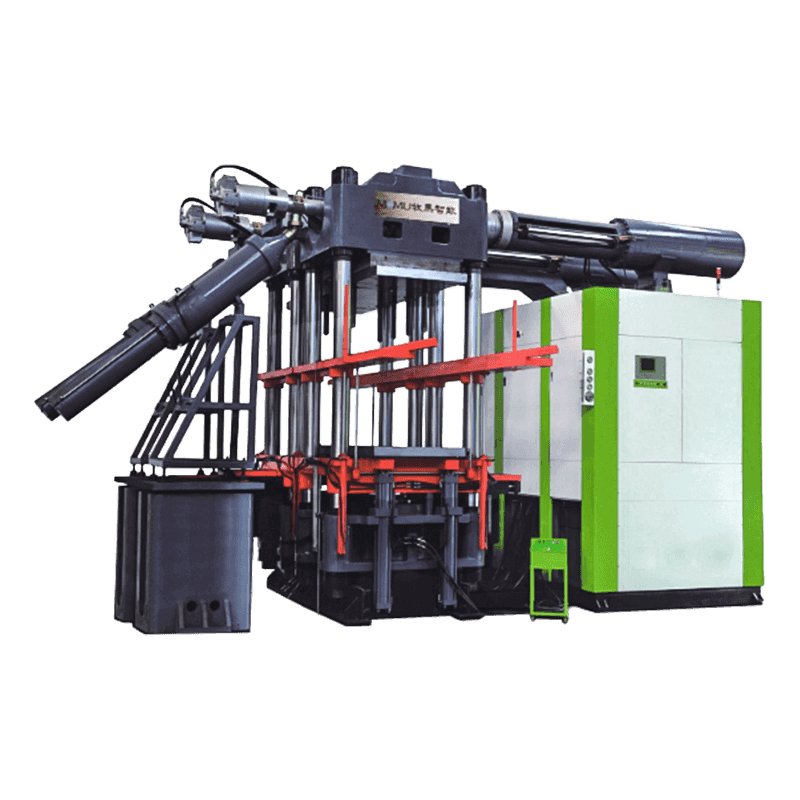
Vakum Sıkıştırma Kalıplama Presi
Silikon tıbbi bileşenler, havacılık contaları veya yüksek voltajlı elektrik izolatörleri gibi boşluksuz, yüksek bütünlüğe sahip kauçuk parçalar gerektiren uygulamalar için, vakum sıkıştırmalı kalıplama presleri, presleme döngüsünden önce ve presleme sırasında kalıp boşluğundaki havayı tahliye eder. Kalıpta kalan hava, gözenekliliğe, eksik dolguya ve kritik uygulamalarda kabul edilemeyecek yüzey kusurlarına neden olabilir. Vakum sistemi, kauçuk akıp vulkanize edilmeden önce bu havayı uzaklaştırarak sıkı kalite standartlarını karşılayan yoğun, hatasız parçalar sağlar.
Temel Teknik Özelliklerin Açıklaması
Doğru kauçuk sıkıştırmalı kalıplama makinesini seçmek, makinenin yeteneklerini tanımlayan teknik özelliklerin net bir şekilde anlaşılmasını gerektirir. Aşağıdaki parametreler değerlendirilmesi en kritik olanlardır:
| Şartname | Tipik Aralık | Neden Önemlidir? |
| Sıkma Kuvveti | 50 – 2.000 ton | Kalıp boşluğu basıncını ve flaş kontrolünü belirler |
| Merdane Boyutu | 200×200mm – 1500×1500mm | Maksimum kalıp alanını ve boşluk sayısını ayarlar |
| Sıcaklık Aralığı | 100°C – 250°C | Bileşik vulkanizasyon gerekliliklerini karşılamalıdır |
| Gün Işığı Açılışı | 200mm – 800mm | Kalıp yüksekliğine ve güvenli yükleme açıklığına uygun olmalıdır |
| Sıcaklık Eşitliği | ±1°C – ±3°C | Tam merdane alanında tutarlı kürlenme için kritik öneme sahiptir |
| Kontrol Sistemi | PLC dokunmatik ekran HMI | Tarif depolamayı, proses izlemeyi ve alarm yönetimini etkinleştirir |
Sıkıştırma kuvveti tartışmasız en temel özelliktir. Isıtma sırasında yumuşayıp genleşen kauçuk bileşiğinin oluşturduğu iç basınca karşı kalıbın tamamen kapalı tutulması yeterli olmalıdır. Yetersiz sıkma kuvveti, kalıbın nefes almasına izin vererek aşırı parlamaya (ayırma hattında ince kauçuk kanatçıklar) neden olur; bu da yoğun emek gerektiren kalıp sonrası düzeltme gerektirir ve malzeme israfını artırır.
Sıkıştırmalı Kalıplamaya Uygun Kauçuk Bileşikleri
Tüm kauçuk bileşikleri basınçlı kalıplamaya eşit derecede uygun değildir ve makinenin işlenen malzemeye uygun şekilde yapılandırılması gerekir. En yaygın olarak işlenen bileşikler şunları içerir:
- Doğal Kauçuk (NR): Mükemmel mekanik özellikler ve esneklik; endüstriyel ve otomotiv uygulamalarında yaygın olarak kullanılır; 150–170°C'de kolayca vulkanize olur.
- Silikon (VMQ/HCR): Olağanüstü sıcaklık direnci (-60°C ila 230°C), biyouyumluluk ve hava koşullarına dayanıklılık; tipik olarak 160–180°C aralığında hassas sıcaklık kontrolü gerektirir; Tıbbi ve gıdayla temas eden uygulamalarda yaygın olarak kullanılır.
- EPDM: Mükemmel ozon, UV ve hava koşullarına dayanıklılık; yaygın olarak dış mekan contaları, contalar ve çatı kaplama profilleri için kullanılır; tipik olarak 160–180°C'de kalıplanır.
- Nitril (NBR): Üstün yağ ve yakıt direnci; otomotiv yağ keçeleri, yakıt sistemi bileşenleri ve hidrolik contalar için standart malzeme; 150–170°C'de kalıplanmıştır.
- Floroelastomer (FKM/Viton): Isıya, kimyasallara ve yakıtlara karşı olağanüstü direnç; zorlu havacılık, otomotiv ve kimyasal işleme uygulamalarında kullanılır; 175–200°C gibi daha yüksek kalıplama sıcaklıkları ve daha uzun kürleme döngüleri gerektirir.
- Neopren (CR): Yağ direnci ve hava koşullarına dayanıklılık arasında iyi bir denge; hortumlar, kayışlar ve kablo kılıfları için kullanılır; 150–170°C'de kalıplanmıştır.
birutomation and Control Features in Modern Machines
Modern kauçuk sıkıştırmalı kalıplama makineleri, manuel kontrollere sahip basit hidrolik preslerin çok ötesinde gelişmiştir. Günümüzün makineleri, süreç tutarlılığını artıran, operatör bağımlılığını azaltan ve daha geniş fabrika yönetim sistemlerine entegrasyonu mümkün kılan gelişmiş otomasyon ve dijital kontrol özelliklerini bünyesinde barındırıyor.
PLC Tabanlı Proses Kontrolü
Programlanabilir Lojik Kontrolörler (PLC'ler), kayıtlı tariflere göre tüm pres döngüsünü (kapanma hızı, basınç artışı, sertleşme süresi, açma sırası ve çıkarma) yönetir. Her kauçuk bileşiği ve kalıp kombinasyonunun kendi kayıtlı programı olabilir; bu, operatörlerin parametreleri manuel olarak sıfırlamak yerine HMI dokunmatik ekranından uygun tarifi seçerek ürünleri değiştirmesine olanak tanır. Reçeteye dayalı kontrol, kurulum hatalarını ortadan kaldırır ve her üretim çalışmasının doğrulanmış bir temel çizgiden başlamasını sağlar.
birutomatic Deflashing and Degassing
Pek çok makine, son kapatma ve tam kürlenmeden önce sıkışan havanın ve uçucu maddelerin kalıptan kaçmasına izin veren programlanabilir gaz giderme sekansları (kürleme döngüsünün erken aşamasında presin kısa süreli kontrollü açılması) içerir. Bu, özellikle iç gözenekliliğin yaygın bir kusur olduğu kalın veya karmaşık parçalar için önemlidir. Bazı presler aynı zamanda kalıptan çıkarıldıktan hemen sonra parçalardan çapak almayı kaldıran robotik kollar veya mekanik çapak giderme araçlarını da entegre ederek manuel bitirme işçiliğini azaltır.
Veri Kaydı ve Kalite İzlenebilirliği
Endüstriyel sıkıştırmalı presler, her üretim döngüsü için sıcaklığı, basıncı, döngü süresini ve alarm olaylarını kaydeden veri kaydetme yeteneklerini giderek daha fazla içeriyor. Bu izlenebilirlik, üretim kayıtlarının saklanması ve denetlenebilir olması gereken tıbbi cihazlar ve havacılık gibi düzenlemeye tabi endüstrilerde kritik öneme sahiptir. Gerçek zamanlı izleme kontrol panelleri, üretim denetçilerinin birden fazla baskı makinesindeki makine performansını aynı anda izlemesine ve sapmaları hatalı partilerle sonuçlanmadan önce tespit etmesine olanak tanır.
Uygulamanız için Doğru Makineyi Nasıl Seçersiniz?
Kauçuk sıkıştırmalı kalıplama makinesinin seçilmesi, yalnızca makine maliyetinden ziyade özel ürün gereksinimleriniz, üretim hacimleriniz ve malzeme türleri tarafından yönlendirilmesi gereken çok değişkenli bir karardır. Aşağıdaki hususlar üzerinde sistematik olarak çalışın:
- Parça geometrinizi ve kalıp boyutunuzu tanımlayın: Merdane boyutları, her tarafta açıklık olacak şekilde kalıbınıza rahatça uyum sağlamalıdır. Çok boşluklu kalıplar için gereken minimum sıkma kuvvetini belirlemek için toplam öngörülen alanı hesaplayın.
- Kauçuk bileşiğinizi tanımlayın: Bileşiğiniz için vulkanizasyon sıcaklığı aralığını ve kürlenme süresini doğrulayın. Makinenin ısıtma sisteminin, kalite standartlarınız için gereken tekdüzelik ile tüm plaka boyunca bu sıcaklığa ulaşabildiğinden ve bu sıcaklığı koruyabildiğinden emin olun.
- birssess production volume: Küçük parçaların yüksek hacimli üretimi, çoklu gün ışığı konfigürasyonlarından veya döner tabla otomasyonundan yararlanır. Düşük ila orta hacimli büyük veya karmaşık parçalar genellikle reçete bazlı PLC kontrolüne sahip tek gün ışığındaki baskılara uygundur.
- Kalite gereksinimlerini göz önünde bulundurun: birpplications demanding void-free parts — medical, aerospace, high-voltage electrical — require vacuum-assisted pressing. Factor vacuum system integration into your specification and budget from the outset.
- Satış sonrası desteği değerlendirin: Kauçuk sıkıştırma makineleri, hidrolik sistemlerin, ısıtma elemanlarının ve kontrol bileşenlerinin periyodik bakımını gerektirir. Erişilebilir teknik desteğe, mevcut yedek parçalara ve yerel servis kapasitesine sahip bir tedarikçiyi seçmek, üretim çalışma süresi yatırımınızı makinenin ömrü boyunca korur.
bir rubber compression molding machine is a long-term capital investment whose return depends entirely on matching its capabilities to the demands of your production process. Taking the time to specify it correctly — rather than defaulting to the lowest-cost option — consistently delivers better part quality, lower scrap rates, and more reliable throughput over the machine's operational life.