Sıvı Silikon Kalıp Sıkma Makinası Nedir?
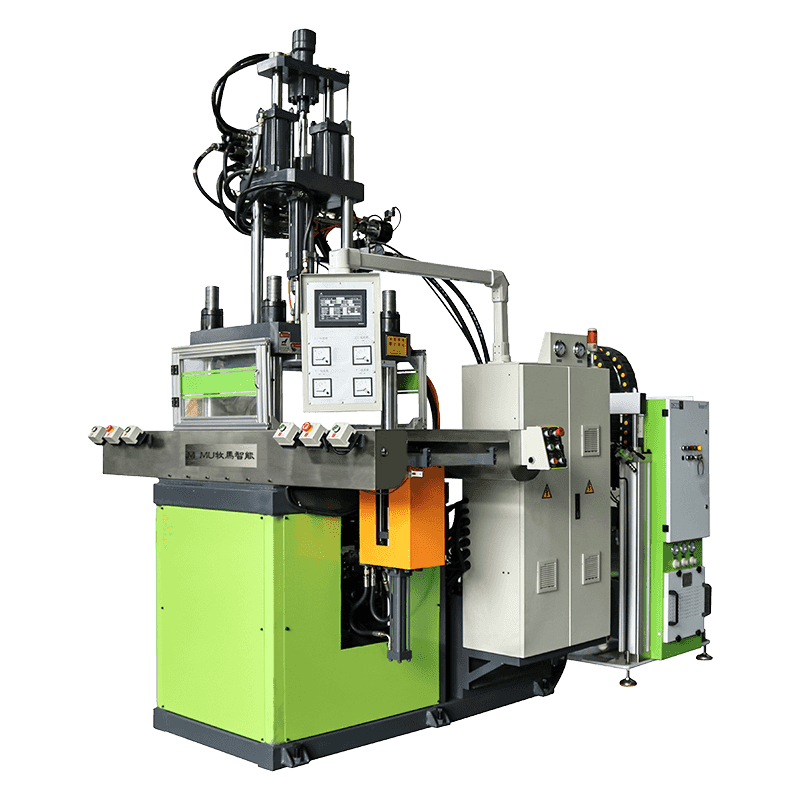
bir sıvı silikon kalıp sıkma makinesi Sıvı silikon kauçuğun (LSR) işlenmesi için özel olarak tasarlanmış özel bir enjeksiyon kalıplama sistemidir. Geleneksel termoplastik enjeksiyon kalıplama makinelerinden farklı olarak LSR bağlama makineleri, oda sıcaklığında sıvı kalan ve kapalı bir kalıp içinde ısıya maruz kaldığında vulkanize olan (kürleşen) iki bileşenli bir malzeme olan sıvı silikonun benzersiz reolojik ve termal özelliklerini idare edecek şekilde tasarlanmıştır. Makine kalıp yarımlarını hassas bir şekilde kontrol edilen basınç altında birbirine kenetler, karışık LSR bileşiğini kalıp boşluğuna enjekte eder, kürlemeyi tetiklemek için ısı uygular ve ardından bitmiş parçayı serbest bırakmak için açılır.
Bu makineler tıbbi cihaz imalatı, otomotiv bileşenleri, tüketici elektroniği, bebek ürünleri ve endüstriyel sızdırmazlık uygulamalarında yaygın olarak kullanılmaktadır. Minimum atıkla yüksek hacimlerde son derece hassas, parlamayan silikon parçalar üretme yetenekleri, üretim ölçeğinde LSR bileşenlerinin gerekli olduğu her yerde onları önemli bir ekipman parçası haline getiriyor.
LSR İşlemesinde Kalıp Sıkma Sistemi Nasıl Çalışır?
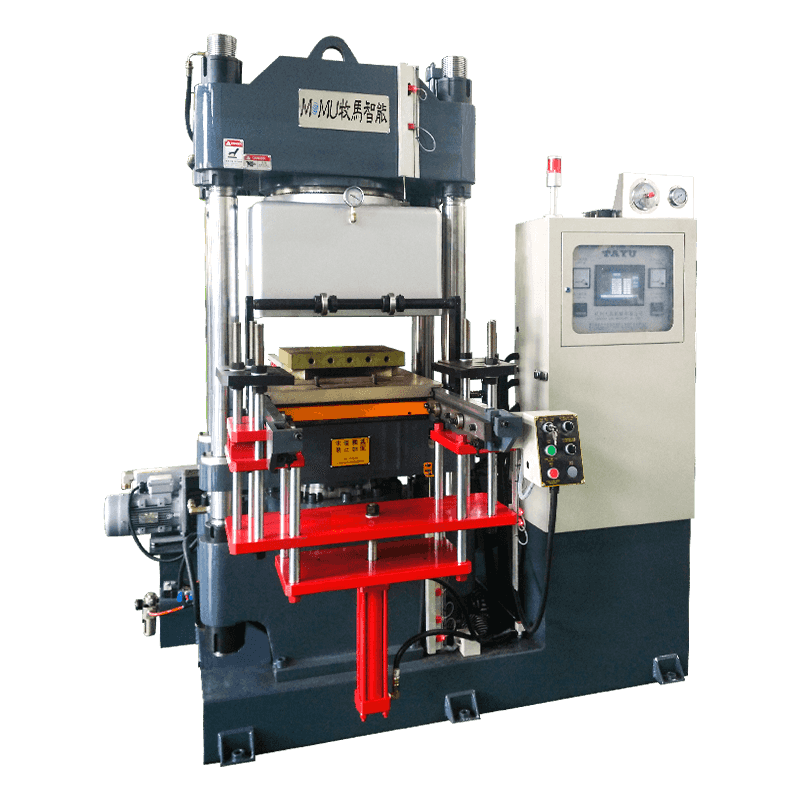
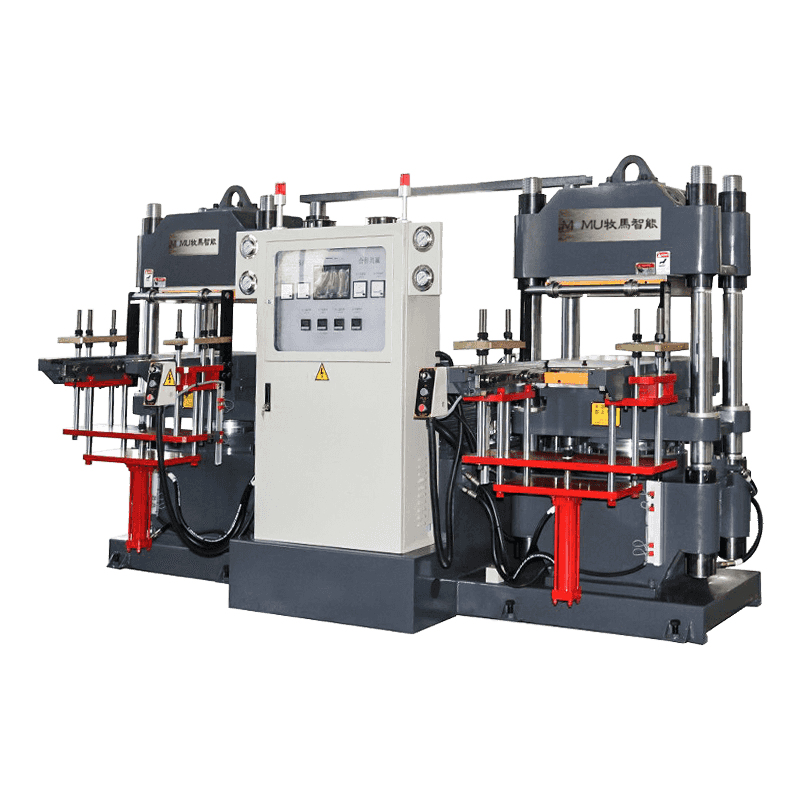
Kalıp bağlama ünitesi herhangi bir sıvı silikon enjeksiyon kalıplama makinesinin yapısal çekirdeğidir. Birincil işlevi, malzeme dolumu sırasında uygulanan enjeksiyon basıncına direnmek için kalıbın iki yarısını yeterli kuvvet altında bir arada tutmaktır. LSR kalıplamada, enjeksiyon basıncı tipik olarak termoplastik kalıplamaya göre daha düşüktür, ancak kelepçeleme sistemi, kenetleme kuvveti yetersiz olduğunda ayırma hatlarında oluşan aşırı malzemenin ince filmi olan parlamayı önleyen mükemmel şekilde kapatılmış bir kalıp boşluğunun sağlanmasında hala kritik bir rol oynar.
Çoğu sıvı silikon kalıp sıkma makinesi, hidrolik veya servo-elektrikli mafsallı sıkma mekanizması kullanır. Mafsallı sistem, hidrolik silindir veya servo motor tarafından üretilen kuvveti mekanik bir bağlantı yoluyla çarparak nispeten kompakt aktüatör bileşenleriyle çok yüksek sıkma tonajı elde eder. Enjeksiyon sırasında sıkıştırma sistemi, doldurma ve kürleme döngüsü boyunca tutarlı basıncı koruyarak kalıbı kapalı bir konumda kilitler. Vulkanizasyon tamamlandıktan sonra kelepçe açılır ve bir çıkarma sistemi (tipik olarak pnömatik veya mekanik) bitmiş parçayı kalıp boşluğundan serbest bırakır.
Kalıbın kendisi vulkanizasyonu tetiklemek üzere ısıtılırken LSR'nin hazne ve enjeksiyon sisteminde (erken sertleşmeyi önlemek için) soğuk tutulması gerektiğinden, bağlama ünitesinin termal olarak izole edilmiş bir kalıp düzenini barındırması gerekir. Isıtılan kalıptan makine yapısına ısı transferini önlemek, bileşenleri korumak ve enerji verimliliğini sürdürmek için genellikle kalıp ile makine plakaları arasına yalıtım plakaları yerleştirilir.
Değerlendirilecek Temel Teknik Özellikler
Doğru sıvı silikon kalıp bağlama makinesinin seçilmesi, bir dizi teknik parametreye dikkat edilmesini gerektirir. Her spesifikasyonun kalıplanmış parçaların kalitesi, çevrim süresi ve makinenin alabileceği kalıp ve ürün yelpazesi üzerinde doğrudan etkisi vardır.
Birincil Makine Özellikleri
| Şartname | Tipik Aralık / Açıklama |
| Sıkma Kuvveti | 50 kN ila 10.000 kN (5 ila 1.000 ton) |
| Merdane Boyutu | Makine tonajına göre değişiklik gösterir; kalıp boyutlarına uygun olmalıdır |
| Kalıp Sıcaklık Aralığı | 150°C ila 220°C (302°F ila 428°F) |
| Enjeksiyon Ünitesi Tipi | Özel LSR dozaj pompası sistemi (A B bileşenleri) |
| Namlu Sıcaklığı | Erken sertleşmeyi önlemek için 5°C–15°C'ye soğutuldu |
| Kontrol Sistemi | Dokunmatik ekranlı HMI'lı PLC; programlanabilir çevrim parametreleri |
| Bağlantı Çubuğu Aralığı | Kurulabilecek maksimum kalıp genişliğini tanımlar |
| Gün Işığı Açılışı | Açıkken merdaneler arasındaki maksimum mesafe |
Sıkıştırma kuvveti en kritik parametreler arasında yer almaktadır. Kalıbın aşırı sıkılmadan enjeksiyon basıncına karşı kapalı tutulması yeterli olmalıdır, bu da zamanla kalıp ayırma yüzeylerine zarar verebilir. Gerekli sıkıştırma kuvvetinin hesaplanması, kalıp boşluklarının öngörülen alanının boşluk basıncıyla çarpılmasını ve süreç değişimini hesaba katmak için %10-20'lik bir güvenlik marjının eklenmesini içerir.
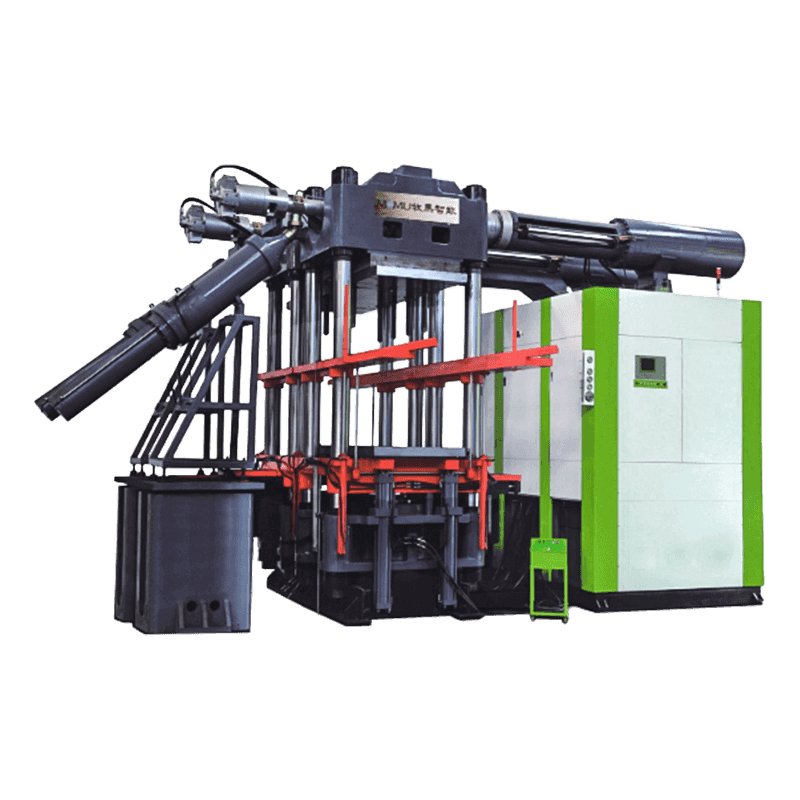
LSR Dozaj ve Enjeksiyon Sistemi
Tek bir reçinenin eritilip enjekte edildiği termoplastik enjeksiyonlu kalıplamanın aksine, LSR işlemi, enjeksiyondan önce baz silikon bileşiğini (bileşen A) ve platin katalizörü (bileşen B) 1:1 oranında hassas bir şekilde ölçen ve karıştıran iki bileşenli bir dozaj sistemi gerektirir. Sıvı silikon kalıp bağlama makinesi tipik olarak besleme varillerinden çekim yapan, her iki bileşeni de dişli pompalar veya pistonlu pompalar aracılığıyla ölçen, bunları statik bir karıştırıcı aracılığıyla harmanlayan ve karıştırılmış bileşiği enjeksiyon haznesine ileten özel bir LSR dozaj pompası ünitesi ile eşleştirilir.
Enjeksiyon haznesi ve vidası, LSR'yi düşük bir sıcaklıkta (tipik olarak 5°C ila 15°C arasında) tutmak için su soğutmalı veya sıcaklık kontrollüdür ve besleme sisteminde erken vulkanizasyonu önler. LSR'nin vida tasarımı standart termoplastik vidalardan farklıdır; LSR aynı şekilde plastikleştirme gerektirmediğinden ve düşük kesme altında kolayca aktığından, tipik olarak daha düşük bir sıkıştırma oranına sahiptir ve kontrol halkası yoktur. Enjeksiyon, vidalı ölçüm yerine hassas hacimsel dozajla kontrol edilerek atıştan atışa tutarlılık sağlanır.

Pigment enjeksiyon sistemleri genellikle dozaj ünitesine entegre edilir ve renkli LSR ürünleri için rengin, toplu tedarik tamburlarını kirletmeden, hassas miktarlarda doğrudan malzeme akışına verilmesine olanak tanır.
LSR Sıkma Makineleri için Kalıp Tasarımı Gereksinimleri
Sıvı silikon kalıp bağlama makinesinde kullanılan kalıbın, termoplastik kalıplardan önemli ölçüde farklı olan çeşitli tasarım gereksinimleri vardır. LSR'nin viskozitesi çok düşük olduğundan ve basınç altında kolayca aktığından, çapak oluşumunu önlemek için kalıbın ayırma hattında son derece dar toleranslarla (tipik olarak 0,005 mm dahilinde) işlenmesi gerekir. Ayırma yüzeyindeki küçük boşluklar bile LSR'nin sızmasına izin vererek, manuel olarak çıkarılması gereken ve parça kalitesini ve verimini azaltan ince silikon filmler üretir.
Kritik LSR Kalıp Tasarım Özellikleri
- Soğuk Yolluk Sistemleri: LSR kalıpları, yolluk ve yolluk atıklarını ortadan kaldırmak için sıklıkla soğuk yolluk veya valf kapılı soğuk yolluk sistemleri kullanır, çünkü LSR yollukları kürlendikten sonra yeniden taşlanamaz ve yeniden kullanılamaz.
- Vakumlu Havalandırma: Vakum sistemleri, enjeksiyondan önce kalıp boşluğundaki havayı tahliye edecek şekilde entegre edilmiş olup, hassas parçalarda boşluklara veya eksik doldurulmaya neden olabilecek hava sıkışmasını önler.
- Üniforma Kalıp Isıtma: Çok gözlü aletlerde tüm boşluklarda tutarlı bir sertleşme sağlamak için elektrikli ısıtma elemanları veya yağ bazlı ısıtma kanalları kalıp boyunca eşit şekilde dağıtılmalıdır.
- Isı Yalıtım Levhaları: Makine yapısındaki ısı kaybını en aza indirmek ve üretim sırasında enerji tüketimini azaltmak için kalıp tabanı ile makine merdaneleri arasına monte edilir.
- Kalıptan Çıkarma Sistemleri: Kürlenmiş silikon esnek ve yapışkan olduğundan kalıpların, parçaları yırtılmadan veya bozulmadan serbest bırakmak için etkili çıkarma pimi düzenleri, sıyırıcı plakalar veya hava püskürtmeli kalıplama içermesi gerekir.
LSR Sıkma Makinelerine Güvenilen Endüstriler ve Ürünler
Sıvı silikon kalıp bağlama makineleri, LSR'nin sunduğu biyouyumluluk, sıcaklık direnci, kimyasal inertlik, optik berraklık ve uzun vadeli esneklik gibi benzersiz özelliklerin birleşimiyle desteklenen çok çeşitli endüstrilere hizmet eder. Kenetleme ve enjeksiyon prosesinin hassasiyeti ve tekrarlanabilirliği, bu makineleri boyutsal tutarlılığın ve malzeme bütünlüğünün tartışmasız olduğu zorlu uygulamalara çok uygun hale getirir.
- Tıbbi Cihazlar: LSR'nin biyolojik uyumluluğu onu contalar, valfler, kateterler, solunum maskeleri, işitme cihazı bileşenleri ve USP Sınıf VI veya ISO 10993 uyumluluğu gerektiren implante edilebilir cihaz parçaları için ideal kılar.
- birutomotive: Buji körükleri, contalar, sensör contaları ve sıvıya dayanıklı O-halkalar, -60°C ile 200°C arası sıcaklıklara dayanabilme özelliği nedeniyle LSR'de yaygın olarak üretilir.
- Bebek ve Bebek Ürünleri: Biberon emzikleri, emzikler, diş kaşıyıcılar ve besleme aksesuarları, LSR'nin gıdada kullanılabilir, nötr tat ve sterilizasyona dayanıklı özelliklerini gerektirir.
- Tüketici Elektroniği: Su geçirmez klavye membranları, düğme contaları, giyilebilir cihaz bantları ve kablo rondelaları, LSR'nin esnekliğinden ve çevreye karşı dayanıklılığından yararlanır.
- Endüstriyel Sızdırmazlık: Kimya ve gıda işleme endüstrilerindeki pompalar, valfler ve sıvı taşıma sistemleri için özel contalar, diyaframlar, körükler ve contalar.
birdvantages of Using a Dedicated LSR Mold Clamping Machine
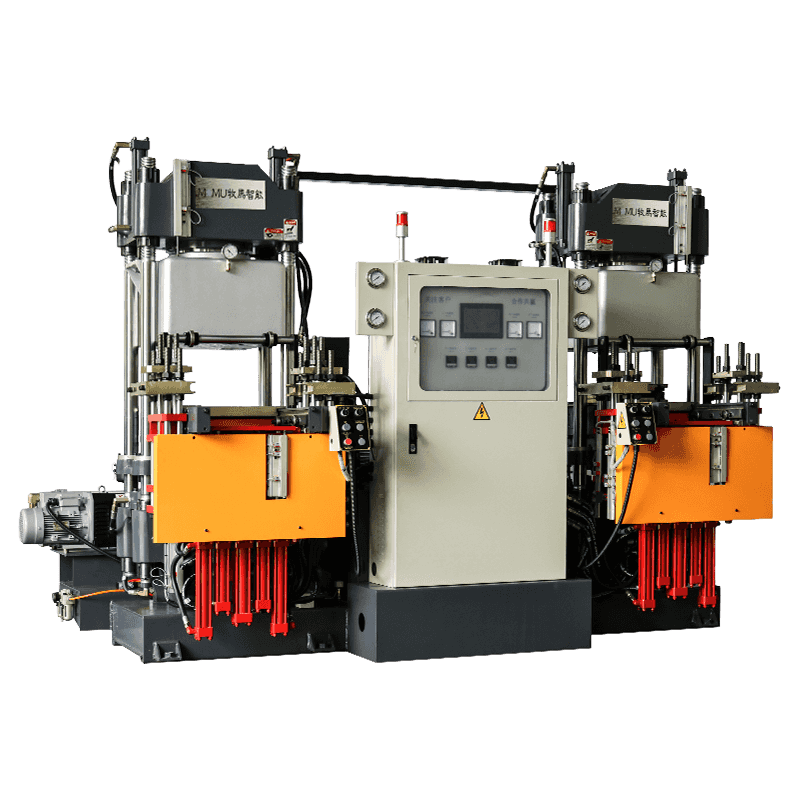
Bazı üreticiler standart termoplastik enjeksiyon kalıplama makinelerini LSR işleme için uyarlamaya çalışırken, özel sıvı silikon kalıp bağlama makineleri, herhangi bir ciddi LSR üretim operasyonu için yatırımı haklı çıkaracak önemli operasyonel ve kalite avantajları sunar.
- Hassas Sıkma Kontrolü: Amaca uygun bağlama sistemleri, ince ayar özelliğiyle tutarlı, ölçülebilir tonaj sunarak her döngüde tekrarlanabilir kalıp sızdırmazlığı sağlar.
- Entegre Soğuk Enjeksiyon Sistemi: Soğutulmuş namlu ve vida tertibatı, termoplastik ekipmanın uyarlanması sırasında gereken tavizleri ortadan kaldıracak şekilde özel olarak LSR için tasarlanmıştır.
- Flaşsız Prodüksiyon: Yüksek hassasiyetli merdane paralelliği ve kontrollü sıkma kuvveti, sıfır flaşlı veya minimum flaşlı kalıplamayı mümkün kılarak işlem sonrası işçilik ve malzeme israfını azaltır.
- Tam Otomatik Döngüler: Robotik parça çıkarma, görsel denetim sistemleri ve konveyör sistemleriyle entegrasyon, minimum operatör müdahalesiyle ışıklar kapalı üretime olanak tanır.
- Veri Günlüğünü İşleme: Modern LSR bağlama makineleri, her döngü için enjeksiyon basıncını, kalıp sıcaklığını, sertleşme süresini ve sıkma kuvveti verilerini kaydederek düzenlemeye tabi endüstrilerde kalite izlenebilirliğini destekler.
LSR Uygulamanız için Doğru Makineyi Nasıl Seçersiniz?
Doğru sıvı silikon kalıp sıkma makinesini seçmek, üretilecek parçaların detaylı analizi ile başlar. En büyük kalıp boşluğu düzeninin öngörülen alanı, gereken minimum sıkma kuvvetini belirler. Parça ağırlığına ve boşluk sayısına bağlı olarak dozaj hacmi gereklilikleri, ihtiyaç duyulan dozaj sistemi kapasitesini belirler. Kalıbın fiziksel boyutları (yükseklik, genişlik ve istif yüksekliği) makinenin merdane boyutuna, bağlantı çubuğu aralığına ve gün ışığı açma özelliklerine uygun olmalıdır.
Üretim hacmi hedefleri ve çevrim süresi beklentileri de makine seçimine yön vermelidir. Servo-elektrik bağlama sistemlerine sahip makinelerde çalışan daha yüksek kavitasyonlu kalıplar, tamamen hidrolik alternatiflere kıyasla daha hızlı kuru çevrim süreleri ve daha fazla enerji verimli çalışma elde edebilir, bu da yüksek hacimlerde parça başına daha düşük maliyet sağlar. Tıbbi veya düzenlemeye tabi uygulamalar için, makinenin satın almadan önce 21 CFR Bölüm 11 uyumlu veri kaydı veya eşdeğer süreç belgelendirme standartlarını desteklediğinin doğrulanması önemlidir.
Son olarak, makinenin teknik özellikleri kadar satış sonrası servis, yedek parça bulunabilirliği ve üreticiden alınan teknik destek de dikkatle değerlendirilmelidir. Güvenilir yerel hizmet altyapısına sahip, iyi desteklenen bir makine, özellikle planlanmamış aksama sürelerinin teslimat taahhütleri ve operasyonel maliyetler üzerinde doğrudan etkiye sahip olduğu yüksek talepli üretim ortamlarında, sınırlı destek erişimine sahip daha düşük maliyetli bir alternatiften önemli ölçüde daha iyi uzun vadeli değer sağlayacaktır.