Sıvı Silikon Kalıp Sıkma Makinası Nedir ve Neden Önemlidir?
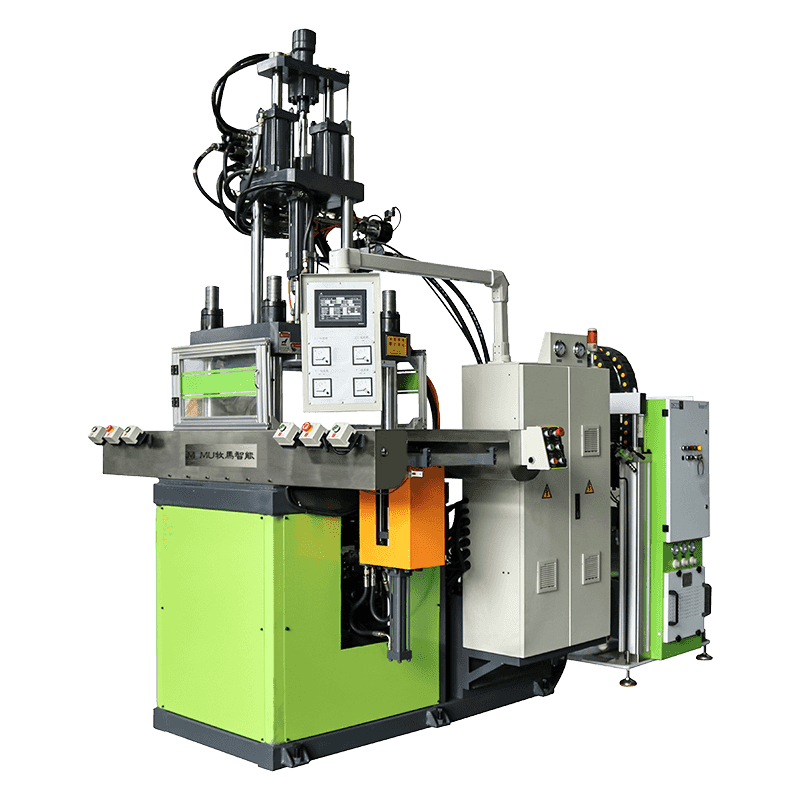
bir sıvı silikon kalıp sıkma makinesi — genel olarak entegre sıkıştırma sistemine sahip LSR (Sıvı Silikon Kauçuk) enjeksiyonlu kalıplama makinesi olarak anılır — iki bileşenli sıvı silikon kauçuğu hassas kalıplanmış parçalar halinde işlemek için tasarlanmış özel bir üretim ekipmanı parçasıdır. Geleneksel termoplastik enjeksiyon kalıplama makinelerinden farklı olarak LSR makineleri, ısıtılmış bir kalıp boşluğuna soğuk olarak beslenen ve burada soğutma bazlı katılaşma yerine vulkanizasyon (kürleme) reaksiyonuna giren bir malzemeyi işlemelidir. Kenetleme ünitesi, enjeksiyon, doldurma ve sertleştirme döngüleri boyunca hassas, tutarlı kalıp kapatma kuvvetini koruyarak bu süreçte kritik bir rol oynar; parlamayı önler, boyutsal doğruluğu sağlar ve kalıbı iç enjeksiyon basıncının neden olduğu hasardan korur.
Sıvı silikon işlemede kenetleme sisteminin önemi daha da artar çünkü LSR, termoplastiklere kıyasla son derece düşük bir viskoziteye sahiptir - genellikle sertleşmeden önce 100.000 ila 300.000 mPa·s aralığındadır. Bu düşük viskozite, malzemenin kalıp ayırma yüzeyleri arasındaki en küçük boşluklara kolayca akması anlamına gelir ve en küçük sıkma kuvveti eksiklikleri bile parça yüzeyinde parlama kusurları olarak anında görünür hale gelir. Düzgün şekilde belirlenmiş ve kalibre edilmiş bir bağlama makinesi, üretim verimliliğini en üst düzeye çıkaran yüksek boşluklu takımlama konfigürasyonlarına olanak tanırken bu riski ortadan kaldırır.
Temel Bileşenler ve Sıkıştırma Sisteminin İşlevleri
Sıvı silikon kalıp bağlama makinesinin mimarisini anlamak, üreticilerin bilinçli satın alma ve operasyonel kararlar almasına yardımcı olur. Makine iki entegre alt sistemden oluşur: iki bileşenli LSR'yi ölçen, karıştıran ve enjekte eden enjeksiyon ünitesi ve kontrollü kuvvet altında kalıbı açan, kapatan ve kilitleyen kenetleme ünitesi. Sıvı silikon uygulamaları için her iki alt sistemin de standart termoplastik makinelere göre çok daha zorlu standartları karşılaması gerekir.
Sıkıştırma Ünitesi
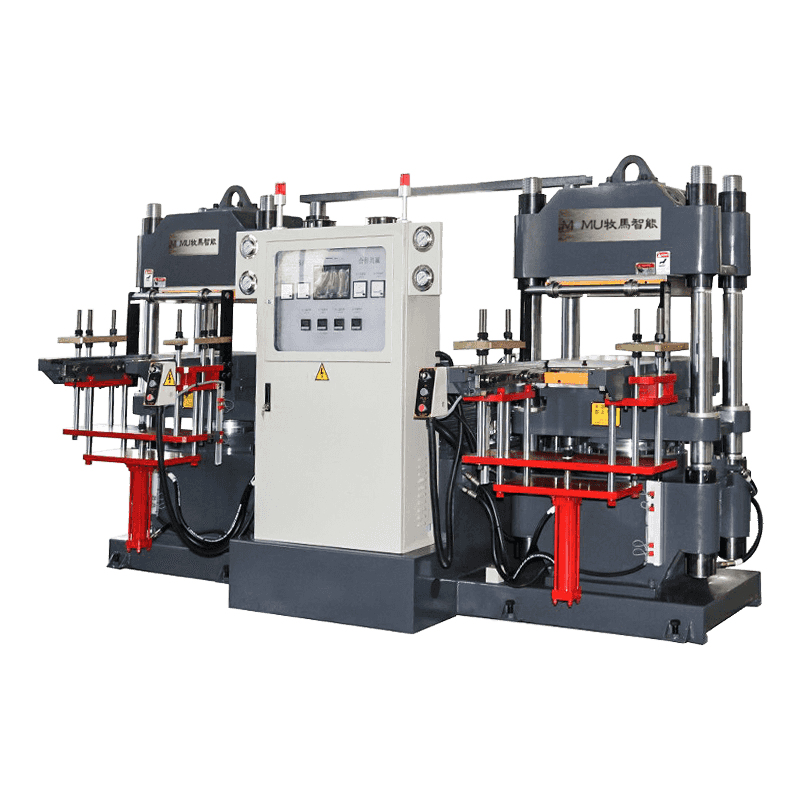
Kenetleme ünitesi sabit bir merdane, hareketli bir merdane, bağlantı çubukları (veya bazı tasarımlarda kolonsuz bir çerçeve) ve makine tasarımına bağlı olarak hidrolik, mafsallı mekanik veya servo elektrikli olabilen kenetleme aktüatöründen oluşur. Hareketli merdane, kalıbı açmak ve kapatmak için bağlantı çubukları veya çerçeve kılavuzları boyunca hareket eder. Kalıp tamamen kapatıldığında, kenetleme aktüatörü kilonewton (kN) veya ton cinsinden ölçülen nominal kenetleme kuvvetini uygulayarak kalıp yarımlarını, malzeme dolumu sırasında onları ayırmaya zorlayan enjeksiyon basıncına karşı birbirine kilitler.
LSR işleme için, enjeksiyon sistemi soğuk kalırken (5-15°C) bağlama ünitesinin ayrıca ısıtılmış bir kalıba (tipik olarak 170–220°C'de muhafaza edilir) sahip olması gerekir. Bu termal kontrast, kalıp yüzeyi boyunca paralelliği ve tutarlı sıkma kuvveti dağılımını korumak için makine çerçevesi ve merdane tasarımının diferansiyel termal genleşmeyi hesaba katması gerektiği anlamına gelir; bu, çok gözlü takımlarda tek biçimli çapaksız parçalar elde etmek için kritik öneme sahiptir.
Enjeksiyon ve Ölçüm Ünitesi
LSR makinelerinin enjeksiyon ünitesi temel olarak termoplastik ünitelerden farklıdır. Soğuk varil ve enjeksiyon vidasına girmeden önce statik veya dinamik bir karıştırıcıda birleştirilen iki bileşenli bir pompalama ve ölçüm sisteminden (tipik olarak bileşen A (baz polimer) ve bileşen B'den (çapraz bağlayıcı/katalizör) oluşan 1:1 hacimsel oran) oluşur. Renkli LSR parçaları için pigment dozaj sistemleri hat içi entegre edilebilir. Enjeksiyon vidası, namluda erken vulkanizasyonu önlemek için soğutulur ve püskürtme ucu, atışlar arasında salya akmasını önlemek için bir iğne kapatma valfi içerir.
Makine Seçerken Değerlendirilmesi Gereken Temel Teknik Özellikler
Sıvı silikon kalıp bağlama makinesinin seçilmesi, birbirine bağlı birkaç teknik parametrenin dikkatli bir şekilde değerlendirilmesini gerektirir. Herhangi bir spesifikasyonun takım ve üretim gereksinimlerinize göre olduğundan daha az boyutlandırılması, kalıcı kalite sorunlarına veya makine hasarına neden olabilir. Aşağıdaki tablo en kritik spesifikasyonları ve bunların pratik önemini özetlemektedir:
| Şartname | Tipik Aralık | Neden Önemlidir? |
| Sıkma Kuvveti | 50 – 4.000kN | Parlamayı önlemek için öngörülen kavite basıncını aşmalıdır |
| Merdane Boyutu | 200×200 mm – 1000×1000 mm | Maksimum kalıp tabanı boyutlarını belirler |
| Gün Işığı Açılışı | 200 – 800mm | Kalıp yüksekliğine ve kalıptan çıkarma darbesine uygun olmalıdır |
| Enjeksiyon Hacmi | 2 – 3.000 cm³ | Koşucular dahil toplam atış ağırlığıyla eşleşmelidir |
| Ölçüm Doğruluğu | ±%0,5 veya daha iyisi | Tutarlı A:B oranı ve kürleme eşitliği sağlar |
| Kalıp Sıcaklık Kontrolü | 250°C'ye kadar | Sertleşme hızını ve parça kalitesini kontrol eder |
| Namlu/Nozül Sıcaklığı | 5 – 20°C (soğutulmuş) | Besleme sisteminde erken vulkanizasyonu önler |
| Sıkma Tahrik Tipi | Hidrolik / Geçiş / Servo-elektrik | birffects precision, energy use, and maintenance demands |
Hidrolik, Geçişli ve Tamamen Elektrikli Sıkıştırma: Doğru Sürücüyü Seçmek
Sıkıştırma tahrik tipinin seçimi, sıvı silikon kalıp bağlama makinesini belirlerken en önemli kararlardan biridir. Her sürücü teknolojisi, kuvvet tutarlılığı, enerji verimliliği, hassasiyet ve bakım gereklilikleri açısından farklı bir dizi ödünleşim sunar; bunların tümü özellikle LSR işleme açısından önemli sonuçlar taşır.
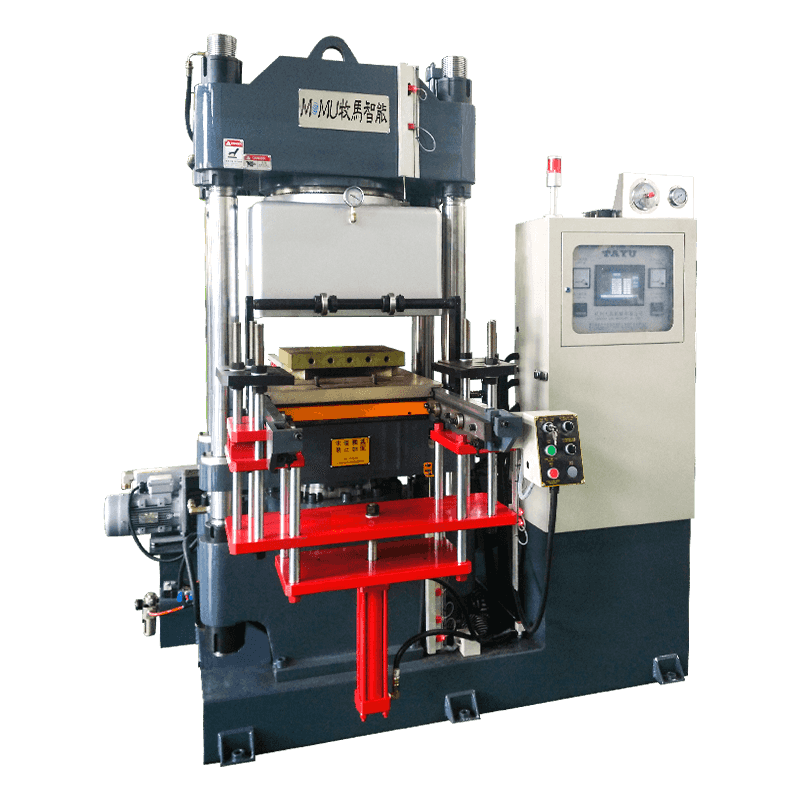
Hidrolik Sıkma
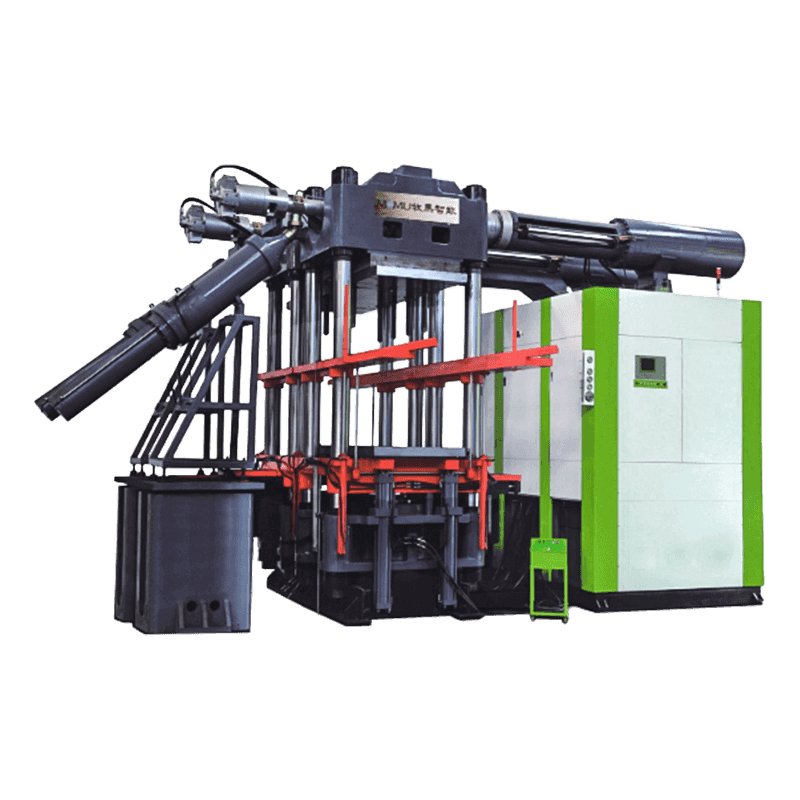
Hidrolik kenetleme sistemleri, kenetleme silindirini doğrudan harekete geçirmek için basınçlı yağ kullanır. Kompakt makine çerçevelerinde yüksek sıkma kuvvetleri sunarlar; bu da onları otomotiv contaları, contalar veya büyük tıbbi cihaz muhafazaları gibi büyük yer kaplayan parçalar üreten büyük tonajlı LSR makineleri için çok uygun hale getirir. Hidrolik sistemler düzgün, sürekli kuvvet uygulaması sağlar ve kalıbın yanlış hizalanmasına nispeten toleranslıdır. Bununla birlikte, hidrolik basıncı korumak, yönetilmesi gereken ısıyı üretmek için sürekli olarak enerji tüketirler ve kirlenmeyi önlemek için düzenli hidrolik sıvı bakımı ve conta denetimleri gerektirirler; bu, tıbbi veya gıdayla temas eden uygulamalar için temiz oda LSR üretiminde bir sorundur.
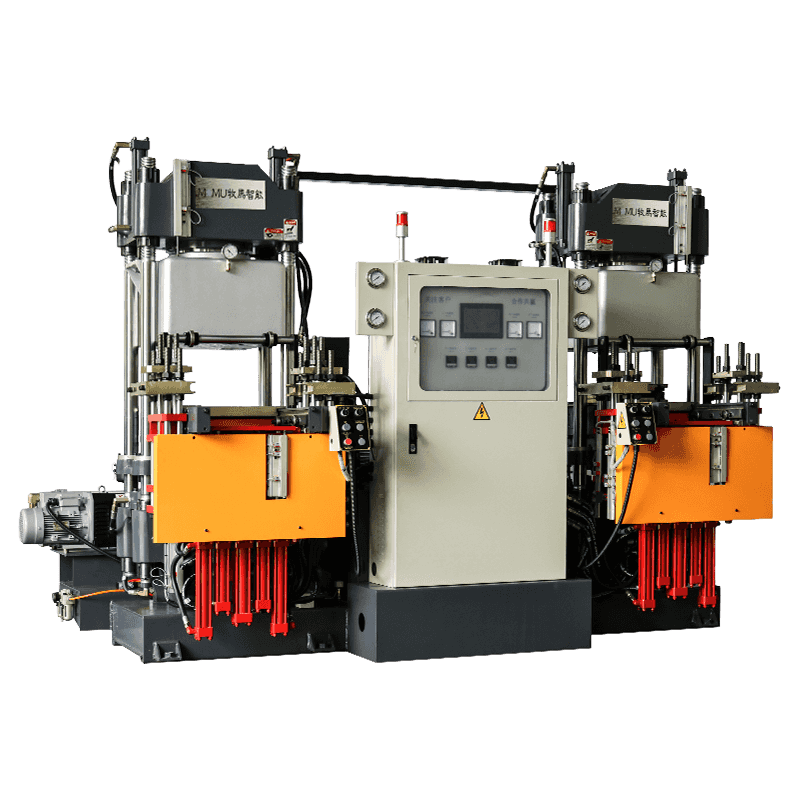
Sıkıştırmayı Değiştir
Mafsallı mekanizmalar, mafsallı mekanizmalar tamamen uzatılmış (kilitli) konumlarına yaklaştıkça kuvveti geometrik olarak çoğaltmak için hidrolik veya servo aktüatör tarafından tahrik edilen mekanik bir bağlantı sistemi kullanır. Bu tasarım, nispeten düşük aktüatör eforuyla strok sonunda çok yüksek sıkma kuvveti sağlar ve bu da onu yüksek çevrimli uygulamalar için enerji tasarrufu sağlar. Mafsallı makineler orta ila büyük LSR üretiminde yaygın olarak kullanılır ve hızlı kuru çevrim süreleri sunar. Birincil sınırlama, sıkıştırma kuvvetinin kalıp yüksekliğine duyarlı olmasıdır; mafsalın doğru kalıp kapatma noktasında tam uzatmaya ulaşmasını sağlamak için kalıplar değiştirilirken ayarlamaların tam olarak yapılması gerekir; bu da dikkatli kurulum prosedürleri gerektirir.
birll-Electric (Servo-Electric) Clamping
birll-electric clamping machines use servo motors driving ball screw mechanisms to open, close, and apply clamping force. This technology delivers the highest levels of repeatability and positional precision — critical for tight-tolerance LSR parts used in medical devices, optical components, and micro-molding applications. All-electric machines consume energy only when in motion, generate no hydraulic heat, and produce no risk of oil contamination, making them the preferred choice for ISO Class cleanroom environments. Their higher initial purchase price is typically offset over time through lower operating costs, reduced maintenance, and superior process consistency.

LSR Sıkma Makinelerine Güvenen Endüstriler ve Uygulamalar
Sıvı silikon kalıp bağlama makineleri, LSR'nin benzersiz biyouyumluluk, termal kararlılık, elektrik yalıtımı ve dayanıklılık kombinasyonuyla desteklenen çok çeşitli endüstrilere hizmet vermektedir. Hangi endüstrilerin bu teknolojiye en çok güvendiğini anlamak, her sektörde en önemli olan makine performansı gereksinimlerinin bağlamsallaştırılmasına yardımcı olur.
- Tıbbi Cihazlar ve Sağlık Hizmetleri: LSR FDA uyumlu, otoklavlanabilir ve biyouyumlu olduğundan solunum maskeleri, kateter bileşenleri, valf membranları, şırınga contaları, işitme cihazı kulak uçları ve cerrahi alet kulpları üretiminde vazgeçilmezdir. Bu sektörde kullanılan makinelerin temiz oda uyumluluk standartlarını karşılaması ve proses parametrelerinin tam izlenebilirliğini sağlaması gerekir.
- birutomotive: LSR'den yapılan sızdırmazlık sistemleri, buji muhafazaları, konnektör contaları ve sensör muhafazaları, sıkı boyut toleranslarıyla yüksek hacimli üretim gerektirir. Büyük tonajlı bağlama makinelerinde çalışan çok delikli sıcak yolluk takımları, otomotiv 1. kademe tedarikçi tesislerinde standarttır.
- Bebek ve Bebek Ürünleri: Biberon emzikleri, emzikler, diş çıkarma halkaları ve besleme aksesuarları, gıdayla temas eden malzemelere yönelik FDA 21 CFR ve EU 10/2011 gibi güvenlik standartlarını karşıladığı doğrulanan makinelerde gıda sınıfı LSR'den üretilir.
- Tüketici Elektroniği: Akıllı telefonlar, akıllı saatler ve kulaklıklar için su geçirmez contalar; klavye anahtarı membranları; ve giyilebilir cihazın ciltle temas eden bileşenleri, dayanıklılığı ve dokunsal özellikleri nedeniyle giderek daha fazla LSR'den üretiliyor.
- Endüstriyel Sızdırmazlık ve Akışkan Kontrolü: Pompalar, valfler ve kimyasal işleme ekipmanlarına yönelik O-halkalar, diyaframlar ve özel contalar, LSR'nin aşırı sıcaklıklara (-60°C ila 230°C), UV radyasyonuna ve agresif kimyasallara karşı dayanıklılığından yararlanır.
Bağlama Performansını ve Parça Kalitesini Doğrudan Etkileyen Proses Parametreleri
En hassas şekilde belirlenmiş sıvı silikon kalıp bağlama makinesi bile, proses parametreleri doğru şekilde oluşturulup sürdürülmezse hatalı parçalar üretecektir. LSR kalıplama, operatörlerin ve süreç mühendislerinin sürekli olarak izlemesi ve optimize etmesi gereken birbiriyle ilişkili değişkenler kümesine duyarlıdır.
- Sıkıştırma kuvveti ve öngörülen boşluk alanı: Tüm boşlukların ve kızakların toplam öngörülen alanını (cm² cinsinden) ortalama enjeksiyon basıncıyla (kN/cm² cinsinden) çarparak gerekli sıkma kuvvetini hesaplayın. Doldurma sırasındaki basınç artışlarını hesaba katmak için 1,2-1,5'lik bir güvenlik faktörü uygulayın. Yetersiz sıkma kuvveti parlamaya neden olur; aşırı kuvvet zamanla kalıp ayırma yüzeylerine zarar verebilir.
- Kalıp sıcaklığı bütünlüğü: Düzensiz kalıp ısıtması, boşluk boyunca değişken sertleşme oranlarına yol açarak tutarsız sertlik, yüzey kalitesi veya boyutsal doğrulukla parçalar üretir. Üretime başlamadan önce termal görüntülemeyi kullanarak kalıp yüzeyi boyunca sıcaklık homojenliğini doğrulayın.
- Enjeksiyon hızı ve basıncı: LSR'nin düşük viskozitesi boşlukları hızla doldurduğu anlamına gelir. Özellikle ince duvarlı veya karmaşık geometrili parçalarda hava sıkışmasını ve püskürtme kusurlarını önlemek için enjeksiyon hızı kontrol edilmelidir. Programlanabilir çok kademeli enjeksiyon profilleri, kritik dolum geçişlerinde hızın azaltılmasına olanak sağlar.
- Tedavi süresi optimizasyonu: Sertleşme süresi kalıp sıcaklığının, parça duvar kalınlığının ve spesifik LSR sınıfının aktivasyon enerjisinin bir fonksiyonudur. Yetersiz kürleme, parçaları yapışkan ve mekanik olarak zayıf bırakır; aşırı kürleme çevrim süresini boşa harcar ve ince kesitlerde termal bozulmaya neden olabilir. Her alet ve malzeme kombinasyonu için minimum etkili kürlenme süresini belirlemek amacıyla durometre ölçümleriyle kürlenme süresi çalışmalarını kullanın.
- Vakumlu havalandırma: Birçok LSR kalıbı, enjeksiyondan hemen önce boşluktaki havayı tahliye eden vakum sistemleriyle donatılmıştır. Bu özellikle küçük oyuklar, kör cepler veya sıkı kozmetik gereksinimlere sahip parçalar için önemlidir; çünkü sıkışan hava, sıkıştırma kuvvetinin tek başına önleyemeyeceği boşluklara, kısa atışlara ve yüzey gözenekliliğine neden olur.
Bakım ve Uzun Ömür: Makine Yatırımınızın Korunması
bir liquid silicone mold clamping machine represents a substantial capital investment — entry-level machines begin around $80,000, while fully equipped all-electric systems with multi-component metering and cleanroom integration can exceed $500,000. Implementing a disciplined preventive maintenance program is essential to protect this investment, minimize unplanned downtime, and sustain production quality over the machine's operational life.
- Ölçüm ve karıştırma sisteminin günlük olarak temizlenmesi: birt the end of each production shift, purge the mixer, static mixing element, and nozzle to prevent LSR from curing inside the feed system. Cured silicone blockages in static mixers are a leading cause of unplanned downtime and can require costly disassembly and cleaning.
- Bağlantı çubuğu ve merdane paralellik kontrolleri: İbreli göstergeleri kullanarak merdane paralelliğini düzenli aralıklarla ölçün. Bağlantı çubuğu aşınması, eşit olmayan sıkma yükleri veya termal etkilerden kaynaklanan paralellik kaybı, çok boşluklu takımlarda eşit olmayan parlama modellerine yol açar ve önce makine geometrisi doğrulanmazsa bir takımlama sorunu olarak yanlış teşhis edilebilir.
- Namlu ve nozul soğutma sistemi denetimi: Namlu soğutma ceketi boyunca soğutulmuş su akışının belirtilen parametreler dahilinde kaldığını doğrulayın. Soğutma kapasitesinin kaybı, LSR'nin besleme bölgesinde vulkanizasyona başlamasına olanak tanır, bu da düzensiz atış ağırlıklarına ve sürücü bileşenlerine zarar verebilecek vida tork artışlarına neden olur.
- Servo sürücü ve kodlayıcı kalibrasyonu: Tamamen elektrikli makineler için, servo motor enkoderinin geri bildirim doğruluğunu ve bilyalı vida ön yükünü programlı aralıklarla doğrulayın. Kodlayıcı kayması veya bilyalı vida aşınması, sıkma kuvveti uygulamasında parça kalitesinde hemen görülemeyen ancak zamanla önemli kusurlara dönüşecek konumsal hatalara neden olur.
Sıvı silikon kauçuk üretiminde hassasiyet, tutarlılık ve ölçeklenebilirliğe kendini adamış üreticiler için, doğru sıvı silikon kalıp bağlama makinesine (düzgün belirlenmiş, doğru kurulmuş ve titizlikle bakımı yapılmış) yatırım yapmak, günümüzün tıbbi, otomotiv ve tüketici ürünleri pazarlarının katı standartlarını karşılayabilecek rekabetçi bir LSR kalıplama operasyonu kurmada en etkili tek karardır.