Vakumlu Kauçuk Vulkanizasyon Makinesi Nedir ve Nasıl Çalışır?
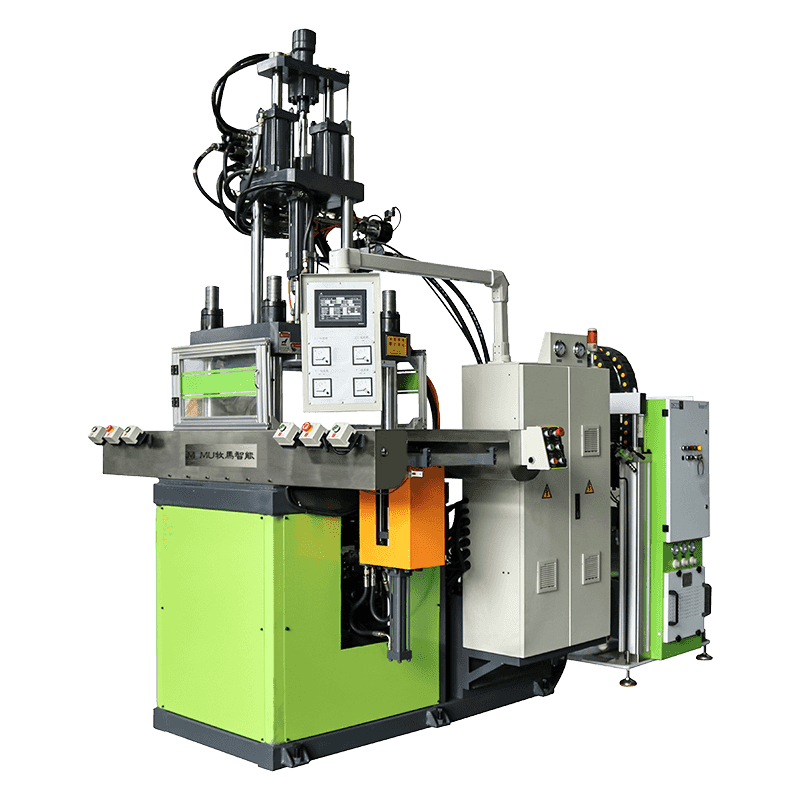
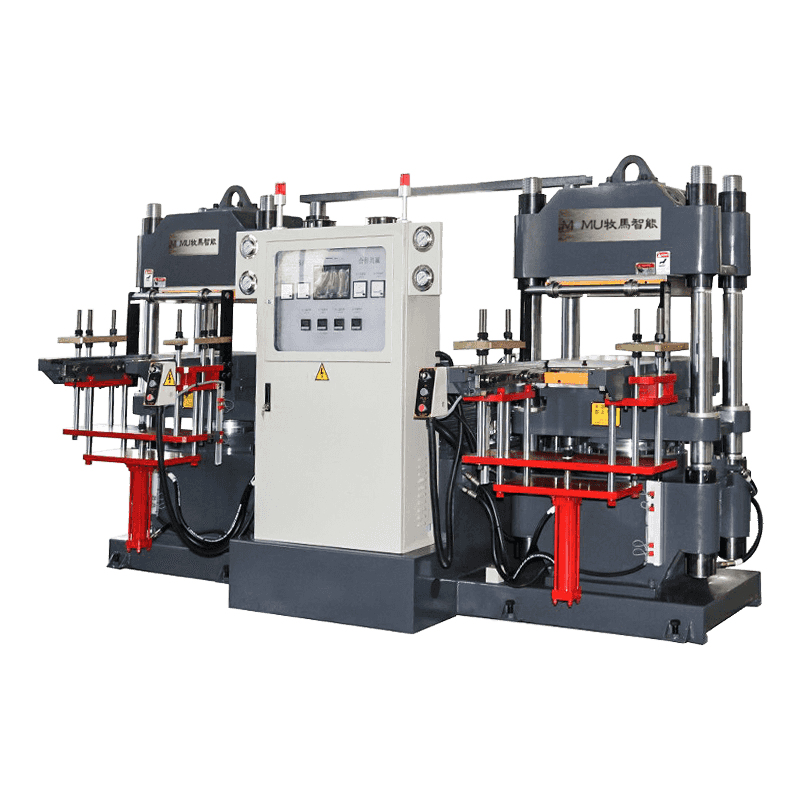
Vakumlu kauçuk vulkanizasyon makinesi, kauçuk bileşiklerini vakum ortamında kontrollü ısı ve basınç altında sertleştirmek için kullanılan özel bir endüstriyel ekipman parçasıdır. Vulkanizasyon, ham veya bileşik kauçuğu yumuşak, esnek bir durumdan dayanıklı, elastik ve ısıya dayanıklı bir malzemeye, genellikle kükürt veya peroksit bazlı kürleme maddeleri aracılığıyla polimer zincirleri arasında çapraz bağlantılar oluşturarak dönüştüren kimyasal işlemdir. Bu makineyi standart pres vulkanizasyon makinelerinden ayıran şey vakum bileşenidir. Kürleme döngüsü öncesinde ve sırasında kalıp boşluğundaki havayı tahliye ederek makine, aksi takdirde bitmiş kauçuk üründe gözenekliliğe, boşluklara veya yüzey kusurlarına neden olabilecek sıkışmış hava ceplerini ve gazları ortadan kaldırır.
Makine bir dizi otomatik aşamadan geçerek çalışır: kalıp yükleme, vakumlu tahliye, basınç uygulaması, ısıyla sertleştirme ve kalıptan çıkarma. Isıtma tipik olarak, ısıyı kauçuk bileşiğine eşit şekilde aktaran elektrikli plakalar veya buharla ısıtılan plakalar aracılığıyla sağlanır. Kapalı kalıp odasına bağlı bir vakum pompası, pres kapanmadan ve sıkma kuvveti uygulamadan önce iç basıncı genellikle -0,08 MPa ile -0,1 MPa arasına düşürür. Bu vakum, ısı ve mekanik basınç kombinasyonu, karmaşık kalıp geometrilerinin tamamen doldurulmasını ve kürlenen parçanın boyut ve yüzey kalitesi spesifikasyonlarını karşılamasını sağlar.

Vakumlu Vulkanizasyona Dayanan Endüstriler ve Uygulamalar
Vakumlu kauçuk vulkanizasyon makineleri, kauçuk parça kalitesi ve tutarlılığının tartışmasız olduğu çok çeşitli endüstrilerde kullanılmaktadır. Otomotiv sektörü, zorlu termal ve mekanik koşullar altında güvenilir bir şekilde çalışması gereken contalar, contalar, O-halkalar, titreşim sönümleyiciler ve sıvı taşıma bileşenleri üretmek için bu makinelere güvenen en büyük kullanıcılardan biridir. Havacılık ve uzay endüstrisinde, mikroskobik boşlukların bile kritik sızdırmazlık sistemlerinin bütünlüğünü tehlikeye atabileceği hassas kauçuk bileşenler için vakumlu vulkanizasyon kullanılır.
Tıbbi cihaz endüstrisi, sıkı biyouyumluluk ve boyutsal tolerans standartlarını karşılaması gereken silikon ve özel kauçuk parçalar üretmek için vakumlu vulkanizasyon makinelerini kullanıyor. Elektronik üreticileri bunları yalıtım bileşenleri ve titreşim izolasyon montaj parçaları üretmek için kullanır. Ayakkabı endüstrisi, taban yapıştırma ve kalıplanmış kauçuk bileşenler için teknolojiyi uygulamaktadır. Her durumda, standart pres vulkanizasyonunun güvenilir bir şekilde sağlayamayacağı yüzey kalitesi, iç yoğunluk ve mekanik performansı elde etmek için vakum ortamı gereklidir.
Temel Proses Parametreleri ve Bunların Kontrol Edilmesi
Tutarlı, hatasız vulkanize kauçuk parçalar üretmek, birbirine bağlı birçok proses parametresinin hassas yönetimini gerektirir. Her parametrenin ne yaptığını ve sapmaların çıktıyı nasıl etkilediğini anlamak, vakumlu vulkanizasyon makinesini etkili bir şekilde çalıştırmak için temel öneme sahiptir.
Vulkanizasyon Sıcaklığı
Sıcaklık, vulkanizasyon reaksiyonunun birincil etkenidir. Çoğu kauçuk bileşiği, kullanılan bileşik formülasyonuna ve kürleme sistemine bağlı olarak spesifik optimum sıcaklıkta 150°C ila 200°C aralığında kürlenir. Çok düşük bir sıcaklık, yetersiz sertleşmeyle sonuçlanır; kauçuk yumuşak, zayıf olur ve yapışkanlık veya eksik çapraz bağlanma sergileyebilir. Çok yüksek sıcaklık aşırı sertleşmeye veya eski haline dönmeye neden olur; burada polimer ağı bozulur ve kauçuğun gücü ve elastikiyeti kaybolur. Kalıp yüzeyi boyunca plaka sıcaklığının düzgünlüğü de aynı derecede önemlidir; kalıp boyunca beş ila on santigrat derecenin üzerindeki sıcaklık değişimleri, eşit olmayan sertleşmeye ve diferansiyel büzülmeye neden olabilir.
Kürleşme Süresi
Sertleşme süresi, bileşiğin reoloji verileriyle, özellikle de hedef sıcaklıkta maksimum torkun (çapraz bağlantı yoğunluğu) yüzde doksanına ulaşmak için gereken süreyi gösteren hareketli kalıp reometresi (MDR) testinden elde edilen T90 değeriyle belirlenir. Sertleşme süreleri bileşik türüne, parça kalınlığına ve sıcaklığa bağlı olarak genellikle iki ila otuz dakika arasında değişir. Kalın bölümler için, ısının çekirdeğe nüfuz etmesine izin vermek için ek sürenin hesaba katılması gerekir. Çok kısa kürleme süresinin kullanılması, kauçuk ürünlerde saha arızalarının en yaygın kaynaklarından biridir.
Vakum Seviyesi ve Zamanlama
Pres kapatılıp sertleşme başlamadan önce vakumun hedef seviyeye ulaşması gerekir. Çoğu operasyonda -0,095 MPa ile -0,1 MPa arasında bir vakum seviyesi hedeflenir. Tahliye süresi - genellikle on beş ila altmış saniye - hem kalıp boşluğundan hem de havalandırma kanallarından havanın tamamen temizlenmesi için yeterli olmalıdır. Vakum pompası döngüsü çok kısaysa, pres kapatıldığında kalan hava çıkarılmak yerine sıkıştırılacak ve bu da yüzey altı boşluklara neden olacaktır. Pompa performansının düzenli olarak test edilmesi ve vakum hatlarında ve kalıp contalarında sızıntı olup olmadığının kontrol edilmesi, tutarlı tahliye kalitesinin korunması açısından çok önemlidir.
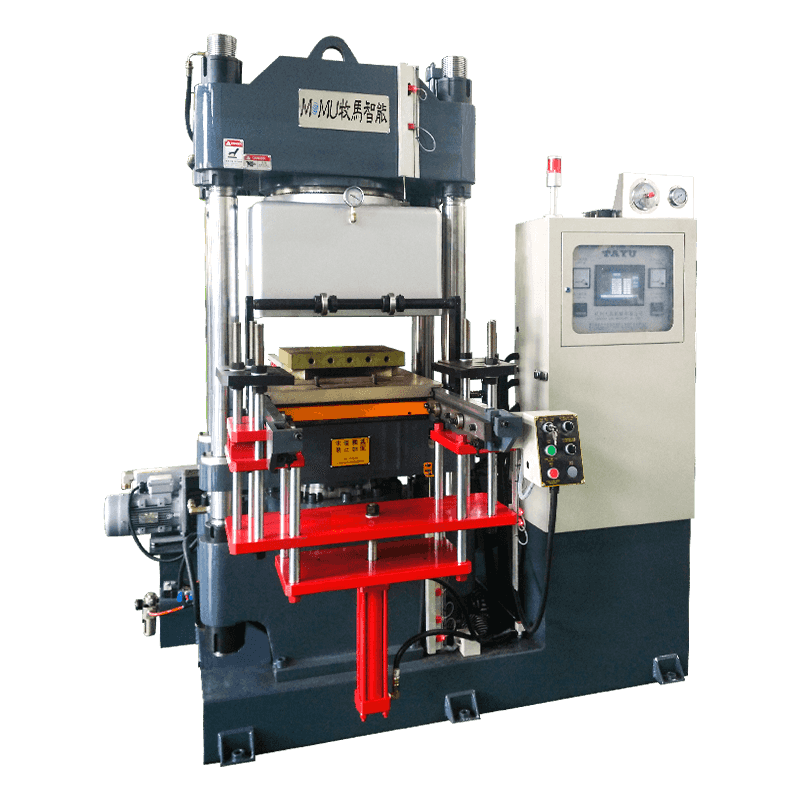
Sıkma Basıncı
Sıkıştırma basıncı, vulkanizasyon sırasında kalıp yarılarını kapalı tutar ve kauçuk bileşiğini boşluk geometrisini tamamen dolduracak şekilde sıkıştırır. Yetersiz sıkma basıncı, ayırma hattında çapak oluşmasına neden olur ve bölümlerin yetersiz doldurulmasına neden olabilir. Aşırı basınç kalıplara zarar verebilir veya bileşiğin jelleşme meydana gelmeden boşluktan dışarı sıkılmasına neden olabilir. Kauçuğun vulkanize edilmesi için tipik sıkıştırma basınçları, bileşiğin viskozitesine ve parça geometrisine bağlı olarak 10 ila 25 MPa aralığındadır.
Yaygın Kusurlar ve Bunların Teşhis Edilmesi
İyi kalibre edilmiş makinelerde bile vulkanize kauçuk parçalarda kusurlar ortaya çıkabilir. Temel nedeni belirlemek, hurda ve üretim kesintilerini hızla en aza indirir. Aşağıdaki tablo en sık karşılaşılan kusurları ve bunların olası nedenlerini özetlemektedir:
| Kusur | Muhtemel Neden | Düzeltici Faaliyet |
| Gözeneklilik / İç Boşluklar | Yetersiz vakum veya tahliye süresi | Pompa performansını kontrol edin; tahliye süresini uzatmak |
| Yüzey Kabarması | Bileşik veya kalıptaki nem | Ön kurutma bileşiği; kalıbı temizleyin ve önceden ısıtın |
| Yetersiz kürlenme (Yumuşak Parçalar) | Düşük sıcaklık veya yetersiz kürlenme süresi | Plaka sıcaklığı kalibrasyonunu doğrulayın; tedavi süresini uzat |
| Aşırı Flaş | Düşük sıkma basıncı veya aşınmış kalıp ayırma hattı | Pres tonajını artırın; kalıbı inceleyin ve yenileyin |
| Kısa Atış / Doldurulmayan Alanlar | Yetersiz bileşik şarj ağırlığı | Şarj ağırlığını yeniden hesaplayın; bileşik ön kalıbı ayarla |
| Boyutsal Değişim | Tutarsız sıcaklık veya sıkma kuvveti | Sensörleri kalibre edin; düzenli baskı bakımı yapın |
Doğru Vakumlu Kauçuk Vulkanizasyon Makinesi Nasıl Seçilir
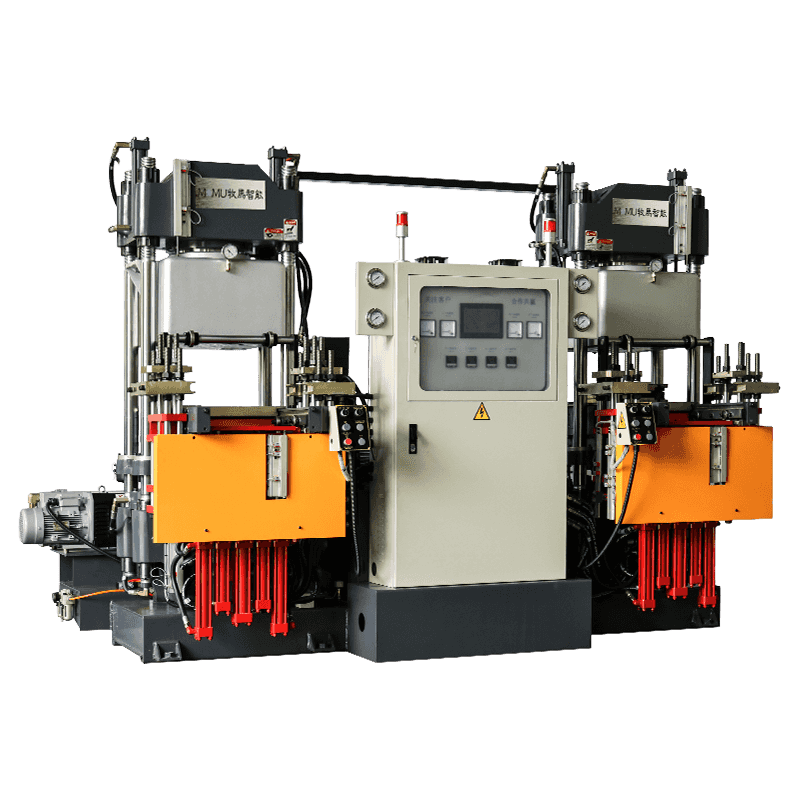
Doğru makineyi seçmek, ekipman özelliklerinin özel üretim uygulamanızın taleplerine uygun olmasını gerektirir. Temel değerlendirme kriterleri arasında merdane boyutu, pres tonajı, vakum sistemi kapasitesi, sıcaklık aralığı ve kontrol sisteminin karmaşıklığı yer alır.
- Merdane boyutu, eşit sıcaklık dağılımını korumak için yeterli kenar boşluğuna sahip, çalıştırmayı düşündüğünüz en büyük kalıba uygun olmalıdır. Standart merdane boyutları, küçük parça üretimi için 200 mm × 200 mm'den endüstriyel uygulamalar için 1000 mm × 1000 mm veya daha büyük boyuta kadar değişir.
- Pres tonajının kalıbınızın öngörülen alanına ve kauçuk bileşiğinizin viskozitesine uygun olması gerekir. Genel bir kılavuz olarak, kalıp boşluğunun öngörülen alanını hedef sıkıştırma basıncıyla çarparak gerekli kuvveti hesaplayın ve ardından en az yüzde yirmilik bir güvenlik marjı ekleyin.
- Dakikada litre olarak ölçülen vakum pompası kapasitesi, kalıp odasını on beş ila otuz saniye içinde hedef vakum seviyesine boşaltmak için yeterli olmalıdır. Daha büyük kalıp hacimleri, uzun çevrim sürelerinden kaçınmak için daha yüksek kapasiteli pompalar gerektirir.
- Sıcaklık aralığı ve tekdüzelik özellikleri, bileşiğinizin kürleme gereksinimlerine göre doğrulanmalıdır. Genel amaçlı makinelerin çoğu 200°C'ye kadar çalışırken, yüksek sıcaklıkta silikon veya floroelastomer bileşiklere yönelik özel makineler 250°C veya daha yüksek sıcaklık gerektirebilir.
- Kontrol sistemi kapasitesi, ne kadar süreç esnekliği ve veri kaydı elde edebileceğinizi belirler. Dokunmatik ekran arayüzlerine sahip programlanabilir mantık kontrolörleri (PLC'ler), çok aşamalı kürleme profillerine, otomatik vakum sıralamasına ve üretim kayıtlarının saklanmasına olanak tanır; bunların tümü kalite yönetimi ve proses tekrarlanabilirliği açısından değerlidir.
Makine Performansını Koruyan Rutin Bakım Uygulamaları
Vakumlu kauçuk vulkanizasyon makinesi önemli bir sermaye yatırımını temsil eder ve üretim güvenilirliğini sağlarken bu yatırımı korumak için tutarlı bakım şarttır. Vakum sistemi en fazla dikkati gerektirir; vakum pompası yağı, sürekli üretim koşullarında genellikle her üç ila altı ayda bir üreticinin programına göre kontrol edilmeli ve değiştirilmelidir. Küçük sızıntılar bile tahliye performansını önemli ölçüde düşürdüğünden, vakum hattı bağlantıları, contalar ve kalıp contaları aşınma veya sızıntı açısından haftalık olarak kontrol edilmelidir.
Plaka sıcaklık sensörleri ve basınç dönüştürücüleri, makinenin görüntülenen değerlerinin gerçek proses koşullarını yansıttığından emin olmak için sertifikalı referans cihazları kullanılarak üç ayda bir kalibre edilmelidir. Hidrolik sıvı seviyeleri ve filtre koşulları aylık olarak izlenmelidir. Yapışmaya, sonraki parçalarda yüzey kusurlarına ve kalıp aşınmasının hızlanmasına neden olabilecek kauçuk kalıntısı oluşumunu önlemek için kalıp yüzeyleri her üretim çalışmasından sonra temizlenmelidir. Tüm denetimlerin, sıvı değişikliklerinin, kalibrasyonların ve arıza olaylarının kaydedildiği ayrıntılı bir bakım günlüğü tutmak, ortaya çıkan sorunları plansız arıza sürelerine neden olmadan önce tanımlamak için gereken geçmiş verileri sağlar.
Çıktı Kalitesini ve Üretim Verimliliğini En Üst Düzeye Çıkarma
Makine seçimi ve bakımının ötesinde, tutarlı bir şekilde yüksek çıktı kalitesi elde etmek vakumlu kauçuk vulkanizasyon makinesi süreç disiplinine bağlıdır. Tutarlı ön kalıp ağırlığı, şekli ve kalıba yerleştirilmesi dahil olmak üzere bileşik hazırlamanın standartlaştırılması, parçadan parçaya varyasyonun en yaygın kaynaklarından birini ortadan kaldırır. Ayırıcı maddelerin doğru ve tutarlı bir şekilde kullanılması, kauçuk yüzeyi kirletmeden veya kompozit parçalardaki yapışmayı etkilemeden yapışmayı önler. Her ürün için belgelenmiş kür tariflerinin oluşturulması ve bu tariflerin makinenin kontrol sisteminde kilitlenmesi, hatalı üretime yol açan kazara parametre değişikliklerini önler.
Temel çıktı ölçümlerine (parça ağırlığı, kritik boyutlar ve sertlik) uygulanan istatistiksel süreç kontrolü (SPC) yöntemleri, süreç sapması meydana geldiğinde erken uyarı sağlayarak büyük miktarlarda hurda üretilmeden önce düzeltici eylemlere olanak tanır. Yüksek hacimli operasyonlar için, makinenin veri çıkışını bir üretim yürütme sistemi (MES) ile entegre etmek, otomotiv ve medikal müşterilerin tedarikçi kalite gereksinimlerinin bir parçası olarak giderek daha fazla ihtiyaç duyduğu gerçek zamanlı üretim izleme ve izlenebilirliği sağlar. Vulkanizasyon makinesini ticari bir presten ziyade hassas bir alet olarak ele almak, sürekli olarak yüksek performanslı kauçuk operasyonlarını kronik kalite ve verim sorunlarıyla mücadele edenlerden ayıran zihniyettir.