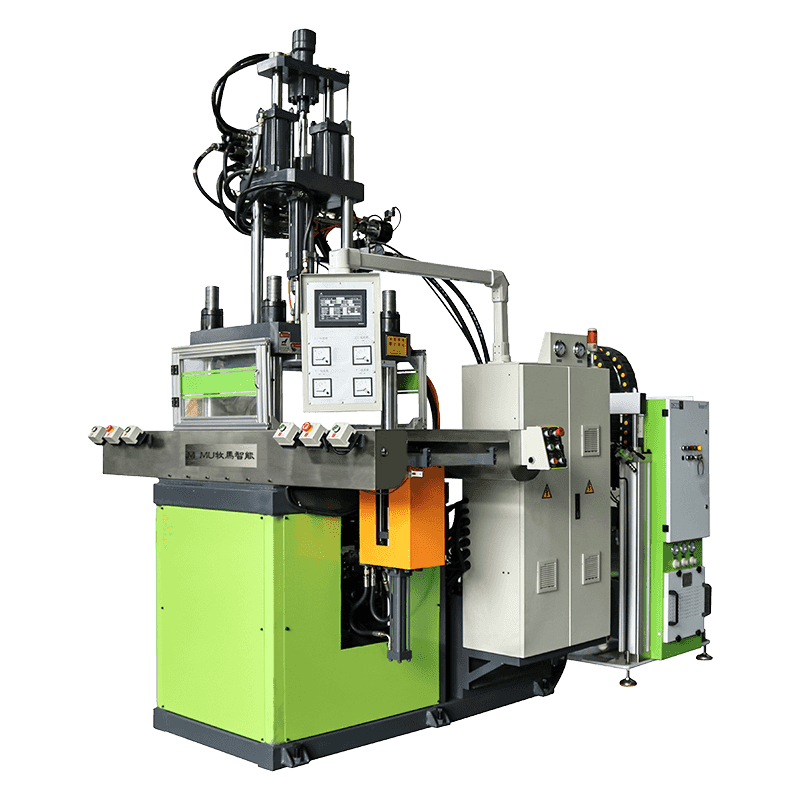
LSR Enjeksiyon Makinesi Nedir?
bir LSR enjeksiyon kalıplama makinesi sıvı silikon kauçuğu (LSR) kapalı, otomatik bir enjeksiyon döngüsü yoluyla hassas kalıplanmış parçalara dönüştürmek için tasarlanmış özel bir üretim sistemidir. Katı peletleri eritip bunları soğutulmuş bir kalıba enjekte eden termoplastik enjeksiyon kalıplamanın aksine, LSR kalıplama ters şekilde çalışır: iki bileşenli sıvı silikon, enjeksiyon sırasında soğuk tutulur ve ardından ısıtılmış bir kalıp içinde platin katalizli bir vulkanizasyon reaksiyonu yoluyla sertleştirilir. Malzeme davranışındaki bu temel farklılık, LSR'ye özgü makinelerdeki sıcaklık kontrollü tambur ve ölçüm sisteminden bağlama ünitesi ve kalıp yapısına kadar neredeyse her tasarım kararını yönlendirir.
LSR makineleri, silikonun esneklik, termal stabilite, biyouyumluluk ve kimyasal direnç kombinasyonunun gerekli olduğu çok çeşitli endüstrilerde kullanılmaktadır. Tıbbi cihazlar, bebek ürünleri, otomotiv contaları, tüketici elektroniği bileşenleri ve endüstriyel membranlar en yaygın uygulamalar arasındadır. LSR üretim kapasitesini değerlendiren mühendisler ve tedarik profesyonelleri için makinenin çalışma prensiplerini, temel alt sistemlerini ve seçim kriterlerini anlamak çok önemlidir.
LSR Enjeksiyon Kalıplama Nasıl Çalışır: Temel Süreç
LSR iki parçalı bir sistem olarak sağlanır: Bileşen A, baz polimeri ve platin katalizörü içerirken Bileşen B, çapraz bağlayıcıyı ve inhibitörü içerir. İki bileşen ayrı varillerde depolanır ve bunları hacimce kesin 1:1 oranında birleştiren bir ölçüm ve karıştırma ünitesinden (tipik olarak statik bir karıştırıcı) beslenir. Kesin oran doğruluğunu korumak kritik öneme sahiptir çünkü herhangi bir sapma kürleme kimyasını değiştirir ve tutarsız sertliğe, eksik kürlenmeye veya yüzey yapışkanlığına sahip parçalar üretir.
Karıştırdıktan sonra, birleştirilmiş LSR, platin katalizörün hızlı çapraz bağlanmayı sağladığı ısıtılmış bir kalıba (tipik olarak 160°C ile 220°C arasında tutulur) enjekte edilir. Sertleşme süreleri parça geometrisine, duvar kalınlığına ve kalıp sıcaklığına bağlıdır, ancak çoğu üretim döngüsü ince duvarlı parçalar için birkaç saniyeden, daha kalın bileşenler için birkaç dakikaya kadar değişir. Kürlenmiş silikon çapraz bağlandıkça hafifçe büzüştüğünden, bitmiş parçada sıkı toleransları korumak için kalıp tasarımının bu boyutsal değişikliği hesaba katması gerekir.
Enjeksiyon kalıba ulaşmadan önce namluda erken sertleşmeyi önlemek için enjeksiyon ünitesinin kendisi soğutulmalıdır (tipik olarak yaklaşık 10-15°C'ye suyla soğutulmalıdır). Genellikle kalıbın içindeki yolluk ve yolluk geometrisine kadar uzanan bu soğuk yolluk sistemi, LSR'yi geçide kadar kürlenmemiş sıvı halinde tutarak malzeme israfını en aza indirir ve ardından soğuk yolluk ile sıcak kalıp boşluğu arasındaki ısı farkının tam olarak ihtiyaç duyulan yerde kürlemeyi tetiklemesine izin verir.
LSR Enjeksiyon Makinesinin Temel Alt Sistemleri
Ölçüm ve Dozajlama Ünitesi
Ölçüm ünitesi, LSR işlemeye özgü en kritik alt sistemdir. Pnömatik veya servo tahrikli pistonlu pompalar kullanarak iki LSR bileşenini basınçlı varillerden çeker, atış boyunca hassas bir hacimsel oranı korur ve karıştırılan malzemeyi hava vermeden enjeksiyon ünitesine iletir. Üst düzey ölçüm sistemleri, üretim süreçlerinde ±%0,5 oranında oran doğruluğu elde eder ve oranın belirlenen toleransın dışına çıkması durumunda alarmları tetikleyen sürekli izleme sensörleri içerir. Her iki bileşenin de beslendiği pasif bir helisel eleman olan statik karıştırıcı, hareketli parçalar olmadan homojen karıştırma sağlar ve dinamik karıştırma alternatiflerine kıyasla bakım gereksinimlerini azaltır.

Enjeksiyon Ünitesi
LSR enjeksiyon ünitesi termoplastik ünitelerden birkaç önemli açıdan farklılık gösterir. Vida geometrisi, haznedeki malzemeyi vaktinden önce sertleştirebilecek sürtünme ısısının oluşmasını önlemek için sığ bir uçuş derinliği ve düşük sıkıştırma oranı kullanır. Namlunun tamamı bir su soğutma devresi ile kaplanmıştır. Enjeksiyon hızı ve basıncı, her atışta tutarlı doldurma özellikleri sağlamak için servo kontrollüdür ve LSR'nin düşük viskozitesi kalıp boşluğunu doldurmak için daha az kuvvet gerektirdiğinden enjeksiyon ünitesi tipik olarak termoplastik sistemlerden önemli ölçüde daha düşük basınçlarda (genellikle 500 ila 1.500 bar arasında) çalışır.
Sıkıştırma Ünitesi
LSR kalıpları, termoplastiklere kıyasla öngörülen parça alanı başına çok yüksek bir sıkıştırma kuvveti gerektirir, çünkü LSR'nin düşük viskozitesi, sıkıştırma kuvveti yetersizse minimum ayırma hattı boşluklarında bile parlayacağı anlamına gelir. Temiz oda ortamlarında temizlik, tekrarlanabilirlik ve enerji verimliliği nedeniyle tamamen elektrikli makineler giderek daha fazla tercih edilirken, mafsallı ve hidrolik kenetleme sistemlerinin her ikisi de kullanılmaktadır. Sıkıştırma kuvveti gereklilikleri, kavite basıncının parçanın öngörülen alanı artı yolluk sistemi ile çarpımı esas alınarak hesaplanır.
LSR Makine Karşılaştırması: Hidrolik ve Tamamen Elektrikli
| Özellik | Hidrolik LSR Makinesi | Tamamen Elektrikli LSR Makinesi |
| Tekrarlanabilirlik | İyi | Mükemmel |
| Temiz Oda Uygunluğu | Sınırlı (yağ kirliliği riski) | Yüksek (hidrolik sıvısı yok) |
| Enerji Tüketimi | Daha yüksek | %30–60 daha düşük |
| Sermaye Maliyeti | Daha düşük | Daha yüksek |
| Gürültü Seviyesi | Daha yüksek | Daha düşük |
| Bakım | Daha sık (hidrolik contalar) | Daha az sıklıkta |
| En İyi Uygulamaya Uygunluk | Yüksek kuvvetli endüstriyel parçalar | Tıbbi, gıdaya uygun, hassas parçalar |
LSR Makine Talebini Yönlendiren Endüstriler ve Uygulamalar
Bir üretim yöntemi olarak LSR enjeksiyon kalıplamanın büyümesi, zorlu son kullanım ortamlarında silikonun malzeme özelliklerine bağlı olan genişleyen endüstriler dizisine doğrudan bağlıdır. Her endüstrinin, LSR makinelerinin nasıl yapılandırılması ve doğrulanması gerektiğini şekillendiren özel gereksinimleri vardır.
- Tıbbi cihazlar: LSR'nin ISO 10993 standartları kapsamındaki biyouyumluluğu ve otoklavlama, EtO ve gama radyasyonu ile sterilize edilebilme yeteneği, onu kateterler, solunum maskeleri, implante edilebilir cihazlar için contalar ve cerrahi alet kulpları için tercih edilen malzeme haline getirir. Tıbbi LSR üretimi için kullanılan makineler genellikle tamamen elektriklidir, temiz oda uyumludur ve mevzuata uygunluk açısından tam süreç dokümantasyonu ile donatılmıştır.
- Bebek ve bebek ürünleri: Emzikler, biberon emzikleri ve diş çıkarma ürünleri, plastikleştiriciler ve BPA içermeyen, gıdayla temasa uygun silikon gerektirir. FDA 21 CFR ve EU 10/2011 gıdayla temas düzenlemelerine göre sertifikalandırılmış LSR sınıfları standarttır ve üretim ortamlarının sıkı hijyen kontrollerini karşılaması gerekir.
- Otomotiv: LSR, -50°C ile 200°C arasındaki sürekli sıcaklıklara dayanması gereken salmastra contaları, buji kılıfları, sensör contaları ve kaput altı bileşenler için kullanılır. Yüksek hacimli otomotiv üretiminde genellikle maliyet verimliliği için çok boşluklu soğuk yolluk kalıplarına sahip hidrolik makineler kullanılır.
- Tüketici elektroniği: Su geçirmez contalar, düğme membranları, kulaklık uçları ve giyilebilir cihaz contaları hızla büyüyen bir segmenti temsil ediyor. Dar boyutsal toleranslara sahip ince duvarlı, yüksek hassasiyetli parçalar yaygındır ve yüksek enjeksiyon hızı kontrolüne sahip tamamen elektrikli makineler tercih edilir.
- Endüstriyel sızdırmazlık: Pompa diyaframları, valf contaları ve kimyasallara dayanıklı contalar, silikonun ozon, UV radyasyonu ve geniş bir kimyasal yelpazesine karşı direncinden yararlanır. Bunlar daha düşük kavitasyonda hidrolik makinelerde üretilen daha kalın kesitli parçalar olma eğilimindedir.
LSR Enjeksiyon Makinesi Seçerken Kritik Faktörler
Bir LSR makinesinin seçilmesi, teknik özelliklerin belirli parçalarınız, üretim hacimleriniz ve düzenleyici ortamınız bağlamında değerlendirilmesini gerektirir. Bir makine yatırımının beklenen getiriyi sağlayıp sağlamadığını sürekli olarak çeşitli faktörler belirler.
Atış boyutu ve sıkma kuvveti, gevşek bir şekilde tahmin edilmek yerine, öngörülen parça ve kızak alanına göre eşleştirilmelidir. LSR'nin düşük viskozitesi, en ufak bir sıkma kuvveti eksikliğinin bile ani bir sonuçla sonuçlandığı anlamına gelir; bu, ayırma hattında manuel düzeltme gerektiren ve hurda oranlarını artıran ince bir kürlenmiş silikon filmidir. Gerekli sıkma kuvvetini öngörülen boşluk alanının santimetre karesi başına minimum 0,3 ila 0,5 ton olacak şekilde hesaplayın ve gelecekteki kalıp eklemelerine veya tasarım değişikliklerine uyum sağlamak için makineyi bu rakamın üzerinde bir marjla boyutlandırın.
Kalıp boyunca sıcaklık kontrolü hassasiyeti, makinenin bağlama ve enjeksiyon performansı kadar önemlidir. Eşit olmayan kalıp sıcaklıkları tutarsız sertleşmeye, boyutsal varyasyona ve yüzey kusurlarına sahip parçalar üretir. Makinenin kalıp sıcaklık kontrol cihazının bölge bazlı sıcaklık haritalamasını destekleyip desteklemediğini ve kalıp tasarımının yeterli ısıtma kanalı kapsamı sağlayıp sağlamadığını değerlendirin. Hassas tıbbi uygulamalarda, kalıp sıcaklığının kavite yüzeyi boyunca ±2°C'den fazla değişmesi genellikle kabul edilemez.
Proses izleme ve veri kaydı yetenekleri, düzenlemeye tabi endüstriler için tartışılamaz hale geldi. Modern LSR makineleri, boşluk basınç sensörlerini, enjeksiyon hızı ve basınç profillerini, kalıp sıcaklığı kayıtlarını ve ölçüm oranı doğrulamasını birleşik bir süreç izleme sistemine entegre eder. Bu veriler, tıbbi cihazlara yönelik FDA 21 CFR Bölüm 820 ve ISO 13485 kapsamında proses doğrulaması için gereklidir ve PPAP dokümantasyon paketlerinin bir parçası olarak otomotiv Tier 1 müşterileri tarafından giderek daha fazla talep edilmektedir.
Yaygın Proses Kusurları ve Bunların Önlenmesi
İyi tanımlanmış makineler bile proses parametrelerinin kayması veya kalıp koşulları uygun şekilde muhafaza edilmediğinde kusurlar üretir. Yaygın LSR hatalarının temel nedenlerini tanımak, üretim kalitesinden sorumlu süreç mühendisleri için çok önemlidir.
- Flaş: Yetersiz sıkma kuvveti, aşınmış ayırma hattı yüzeyleri veya aşırı enjeksiyon basıncından kaynaklanır. Sıkıştırma kuvveti hesaplamalarını doğrulayarak, kalıbın durumunu inceleyerek ve dolum aşamasında enjeksiyon hızını azaltarak sorunu giderin.
- Eksik doldurma / kısa atış: Yetersiz enjeksiyon basıncından, tıkalı kapaklardan veya boşluğa ulaşmadan önce yollukta kısmen sertleşen LSR'den kaynaklanır. Geçit çapını kontrol edin, namlu sıcaklığının soğuk yolluk hedef aralığında olduğunu doğrulayın ve kirlenmeden dolayı kürlenmenin engellenip engellenmediğini kontrol edin.
- Yüzey yapışkanlığı: Çoğunlukla yanlış A:B oranından, kalıp sıcaklığının çok düşük olmasından veya yetersiz kürleşme süresinden kaynaklanan yetersiz kürlenmeyi gösterir. Kontrollü bir dağıtım testiyle ölçüm oranını doğrulayın, kalıp sıcaklığının tekdüzeliğini kontrol edin ve boyutsal toleranslar izin veriyorsa kürlenme süresini uzatın.
- Hava sıkışması/boşluklar: Malzemenin karıştırılması veya enjekte edilmesi sırasında içeri giren hava, kürlenmiş kısımda kabarcıklar oluşturur. Ölçüm sisteminin üretimden önce uygun şekilde temizlendiğinden emin olun ve enjeksiyon hızının, havanın LSR akış cephesinin önündeki geçit alanına çekilmesini sağlayacak kadar hızlı olmadığını kontrol edin.
- Çekimler arasındaki boyutsal farklılık: Genellikle ölçüm tutarsızlığı, namlu sıcaklığı dalgalanması veya kalıp sıcaklığının değişmesi nedeniyle değişken sertleşme süresiyle bağlantılıdır. Hangi değişkenin boyutsal değişimle ilişkili olduğunu belirlemek için süreç izleme günlüklerini inceleyin ve ilgili alt sistemi yeniden kalibre edin.