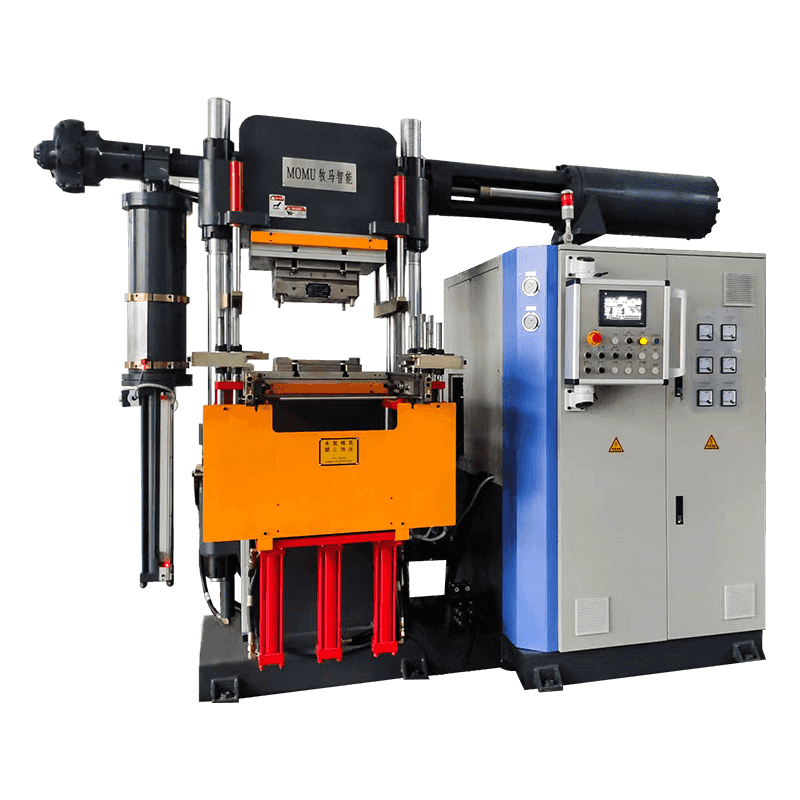
Kauçuk Enjeksiyon Makinesi Nasıl Çalışır?
A kauçuk enjeksiyon kalıplama makinesi ham kauçuk bileşiklerini, ısıtılmış, plastikleştirilmiş kauçuk malzemeyi yüksek basınç altında kapalı bir kalıp boşluğuna zorlayarak, burada kimyasal olarak çapraz bağlanarak stabil, elastik bir katı halinde vulkanize ederek hassas şekilde şekillendirilmiş bitmiş parçalara dönüştürür. Aynı malzemeyi eritip yeniden eriten termoplastik enjeksiyon kalıplamanın aksine, kauçuk enjeksiyon kalıplama, ısı ve zamanla tetiklenen geri dönüşü olmayan bir vulkanizasyon reaksiyonuna dayanır. Kauçuk kalıbın içinde sertleştikten sonra yeniden eritilemez veya yeniden şekillendirilemez; bu da tam üretim başlamadan önce her proses parametresinin doğru şekilde girilmesi gerektiği anlamına gelir.
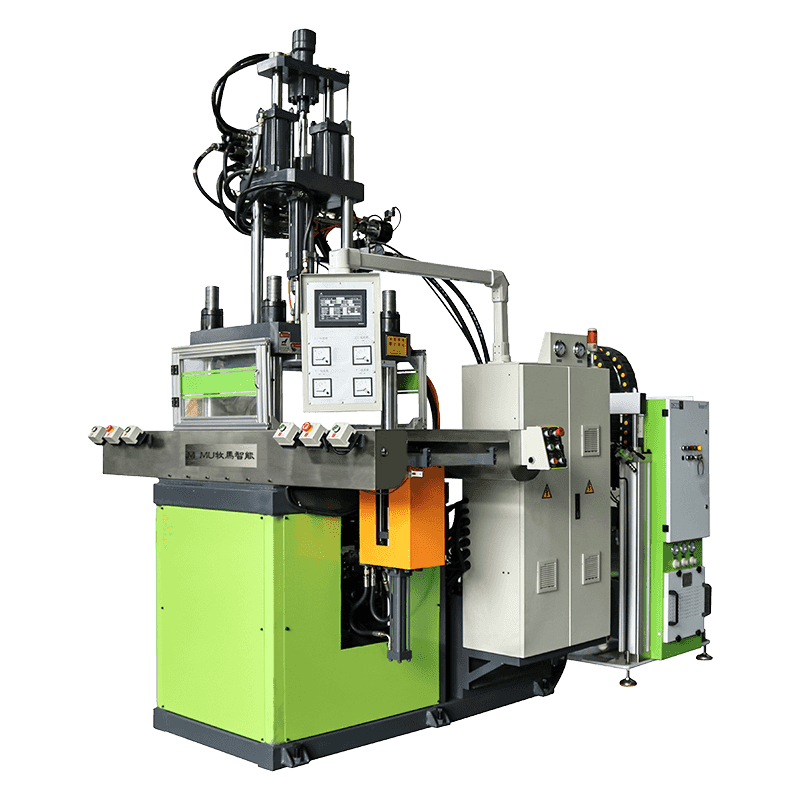
Süreç, kauçuk bileşiğinin makinenin plastikleştirme ünitesine (tipik olarak bir vida ve namlu düzeneği) beslenmesiyle başlar; burada dikkatlice kontrol edilen bir ön ısıtma sıcaklığına (tipik olarak 70°C ile 100°C arasında) ısıtılır ve bu da erken vulkanizasyonu tetiklemeden akışkan olmasını sağlar. Vidanın dönmesi bileşiği homojenleştirir ve enjeksiyon basıncını oluşturur. Kalıp kapatılıp sıkıştırıldığında, enjeksiyon ünitesi plastikleştirilmiş kauçuğu bir yolluk, yolluklar ve geçitlerden kalıp boşluklarına doğru yönlendirir. Kalıbın kendisi daha yüksek bir sıcaklığa (genellikle 160°C ile 200°C arasında) ısıtılır; burada vulkanizasyon maddesi etkinleşir ve kalıp açılmadan ve parça çıkarılmadan önce kauçuk belirli bir sertleşme süresi içinde sertleşir.
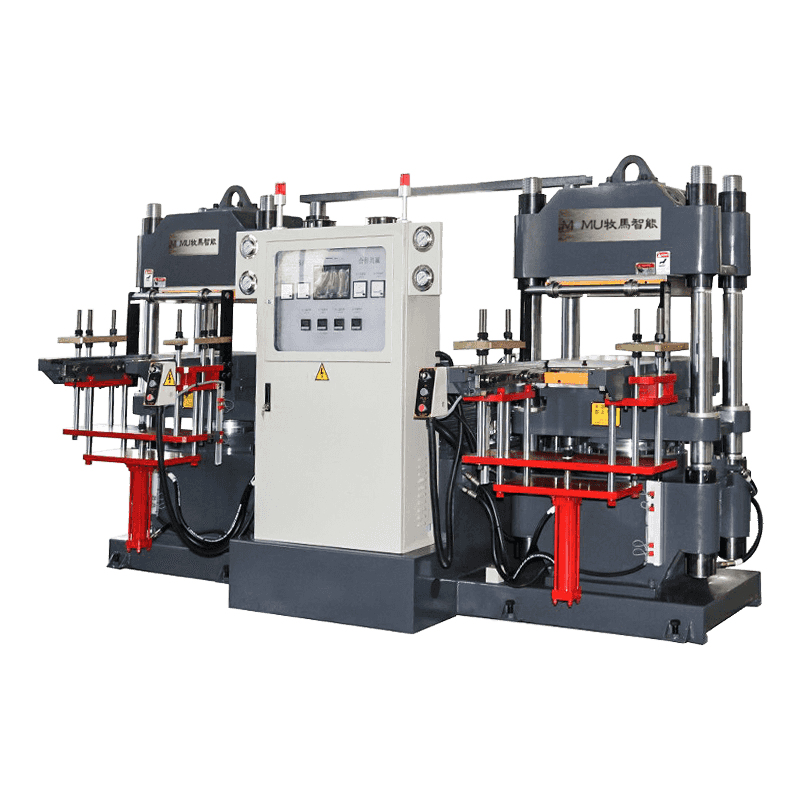
Temel Bileşenler ve İşlevleri
Her bir ana bileşenin işlevsel rolünü anlamak, operatörlerin sorunları teşhis etmesine, süreç ayarlarını optimize etmesine ve farklı üreticilerin makine özelliklerini karşılaştırırken bilinçli kararlar almasına yardımcı olur.
Enjeksiyon Ünitesi
Enjeksiyon ünitesi ısıtılmış bir namlu, ileri geri hareket eden bir vida ve bir ağızlıktan oluşur. Vida ikili bir amaca hizmet eder: kauçuk bileşiğini plastikleştirmek ve ileri taşımak için döner, ardından biriken malzemeyi kalıba enjekte etmek için bir piston görevi görür. Kauçuğun vida geometrisi, termoplastik makinelerde kullanılandan farklıdır; kauçuk vidalar, malzeme kalıba ulaşmadan önce namlu içinde erken vulkanizasyon anlamına gelen, kavrulmaya neden olabilecek aşırı sürtünme ısısının oluşmasını önlemek için tipik olarak daha düşük bir sıkıştırma oranına ve daha sığ uçuşlara sahiptir.
Sıkıştırma Ünitesi
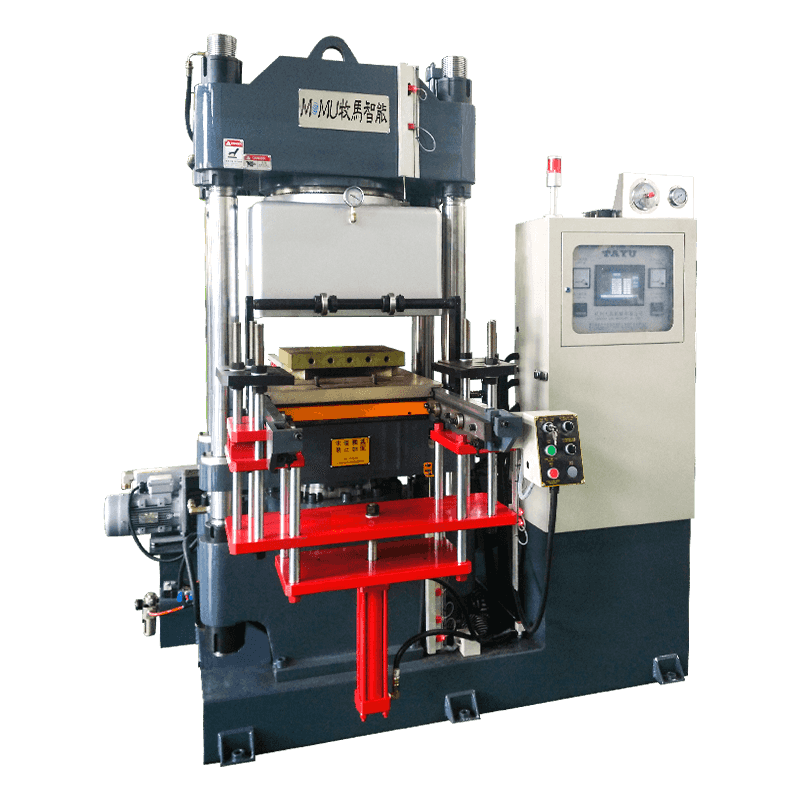
Sıkıştırma ünitesi, enjeksiyon basıncının oluşturduğu kuvvete karşı kalıbın iki yarısını bir arada tutar. Sıkıştırma kuvveti kilonewton (kN) veya ton cinsinden ölçülür ve enjeksiyon basıncıyla çarpılan kalıp boşluklarının öngörülen alanını aşmalıdır. Yetersiz sıkma kuvveti, ayırma hattında aşırı kauçuktan oluşan ince kanatçıklar gibi parlamalara neden olur; bu da kesme yoluyla maliyeti artırır ve parçanın boyutsal doğruluğunu tehlikeye atar. Çoğu kauçuk enjeksiyon makinesi hidrolik bağlama sistemleri kullanır, ancak mafsal destekli ve doğrudan hidrolik konfigürasyonların her biri farklı üretim gereksinimlerine uygun farklı hız ve kuvvet özellikleri sunar.
Kalıp ve Isıtma Sistemi
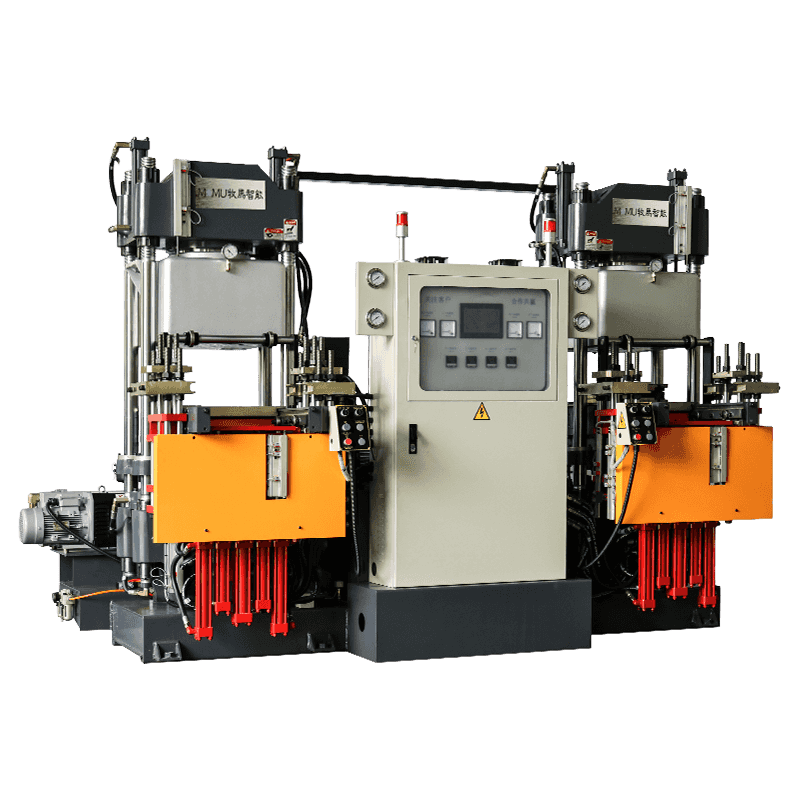
Kalıp, bitmiş parçanın geometrisini tanımlayan takım elemanıdır. Kauçuk enjeksiyonu için kalıplar, tüm boşluk yüzeyi boyunca sabit bir vulkanizasyon sıcaklığının muhafaza edilmesi için, çoğunlukla elektrikli kartuş ısıtıcıları veya dolaşan sıcak yağ ile ısıtılır. Kalıp içindeki sıcaklık homojenliği kritik öneme sahiptir: sıcak noktalar aşırı sertleşmeye ve malzeme özelliklerinin bozulmasına neden olurken, soğuk noktalar yetersiz sertleşmiş parçaların hizmet dışı kalmasına neden olur. Yüksek kaliteli kalıplar, üretim sırasında gerçek zamanlı izleme ve düzeltmeye olanak sağlamak için her boşluğun yakınına konumlandırılmış sıcaklık sensörlerini içerir.
Kontrol Sistemi
Modern kauçuk enjeksiyon kalıplama makineleri, operatörlerin namlu sıcaklık bölgelerini, enjeksiyon hızı profillerini, enjeksiyon basıncını, tutma basıncını, sertleşme süresini, kalıp sıcaklığını ve çıkarma sırasını kapsayan komple proses tariflerini programlamasına ve saklamasına olanak tanıyan PLC tabanlı veya PC tabanlı kontrol sistemleriyle donatılmıştır. Tarifleri kaydetme ve geri çağırma yeteneği, makinelerin düzenli olarak farklı kauçuk bileşikleri ve parça geometrileri arasında geçiş yaptığı, her biri farklı parametreler gerektiren çok ürünlü tesislerde özellikle önemlidir.
Her Operatörün Kontrol Etmesi Gereken Temel Proses Parametreleri
Kauçuk enjeksiyonla kalıplanmış parçaların kalitesi, üretim süreci boyunca proses parametrelerinin ne kadar hassas ayarlandığı ve korunduğuna göre belirlenir. Aşağıdaki parametreler birbiriyle etkileşim halindedir; bu, birindeki değişikliğin, parça kalitesini korumak için çoğu zaman diğerlerinde de ayarlama yapılmasını gerektirdiği anlamına gelir.
| Parametre | Tipik Aralık | Etkisi Çok Düşükse | Etkisi Çok Yüksekse |
| Namlu Sıcaklığı | 70°C – 100°C | Zayıf akış, eksik doldurma | Kavurma, erken tedavi |
| Kalıp Sıcaklığı | 160°C – 200°C | Yetersiz kürlenmiş, zayıf parçalar | Aşırı sertleşme, yüzey bozulması |
| Enjeksiyon Basıncı | 80 – 200 MPa | Kısa şutlar, boşluklar | Flaş, küf hasarı |
| Tedavi Süresi | 30 saniye – 10 dakika | Yapışkan, az kürlenmiş parçalar | Kırılgan, aşırı kürlenmiş parçalar |
| Enjeksiyon Hızı | Uygulamaya özel | Örgü çizgileri, eksik dolgu | Püskürtme, hava hapsi |
Sertleşme süresi, çevrim süresi ve dolayısıyla üretim çıktısı üzerinde en doğrudan etkiye sahip parametredir. Farklı formülasyonların (doğal kauçuk, EPDM, silikon, NBR, neopren) her birinin kendi vulkanizasyon kinetiği olduğundan, kullanılan spesifik kauçuk bileşiğinin reometre testiyle belirlenmesi gerekir. Sertleşme süresini bileşiğin kimyasının izin verdiğinin ötesinde kısaltmaya çalışmak, ilk incelemeyi geçebilecek ancak hizmette zamanından önce arızalanabilecek yetersiz kürlenmiş parçalarla sonuçlanır.
Bu Makinelerin Kullanıldığı Endüstriler ve Uygulamalar
Kauçuk enjeksiyon kalıplama makineleri, sıkı boyut toleranslarının, tutarlı malzeme özelliklerinin ve yüksek üretim hacimlerinin aynı anda gerekli olduğu çok çeşitli endüstrilere hizmet vermektedir. Otomotiv sektörü, aşırı sıcaklık aralıklarında ve uzun hizmet ömründe güvenilir bir şekilde performans göstermesi gereken bileşenler olan contalar, contalar, rondelalar, titreşim sönümleyiciler, O-halkalar ve hava koşullarına karşı sıyırma bileşenleri üreterek küresel kauçuk enjeksiyon kalıplama kapasitesinin büyük bir kısmını oluşturur. Otomotiv sınıfı kauçuk parçalar genellikle belirli sıvılara, sıcaklıklara ve çevre koşullarına dayanıklılıkları nedeniyle seçilen EPDM, NBR veya silikon bileşiklerinden kalıplanır.
Tıbbi cihaz endüstrisi, özellikle silikon bileşenler için kauçuk enjeksiyon kalıplamanın bir diğer önemli kullanıcısıdır. Sıvı silikon kauçuk (LSR) enjeksiyon kalıplama, iki bileşenli platin kürlemeli silikon sistemlerini işleyen ve cerrahi contalar, kateter bileşenleri, solunum maskeleri ve ilaç dağıtım cihazı bileşenleri gibi parçalar üreten sürecin özel bir çeşididir. LSR kalıplama, soğutulmuş enjeksiyon hazneli özel makine konfigürasyonları gerektirir (geleneksel kauçuk kalıplamanın tam tersi), çünkü malzeme kalıp sıcaklıklarında hızla sertleşir ancak erken jelleşmeyi önlemek için haznede soğuk tutulması gerekir.
- Otomotiv: Isı ve sıvı direnci gerektiren kapı ve pencere contaları, motor contaları, titreşim yalıtıcıları, fren bileşenleri, hortum bağlantıları ve kaput altı rondelalar.
- Tıp ve eczacılık: Biyouyumluluk ve sterilizasyon direnci gerektiren flakonlar, şırınga bileşenleri, implante edilebilir contalar, solunum cihazı membranları ve sıvı yönetimi bileşenleri için silikon tıpalar.
- Elektronik: Devre kartlarını nemden ve mekanik şoktan koruyan tuş takımı düğmeleri, konektör contaları, titreşim sönümleyici pedler ve muhafaza contaları.
- Endüstriyel makineler: Sürekli mekanik stres altında çalışan hidrolik contalar, pnömatik O-halkalar, konveyör bant bileşenleri, pompa diyaframları ve kaplin elemanları.
- Tüketim malları: Dokunsal kalite ve dayanıklılığın önemli olduğu ayakkabı tabanları, kulplar, mutfak cihazı contaları, bebek ürünleri bileşenleri ve spor malzemeleri parçaları.
Kauçuk Enjeksiyon Kalıplamanın Transfer ve Sıkıştırma Kalıplamayla Karşılaştırılması
Kauçuk enjeksiyon kalıplama, kauçuk parça üretimi için mevcut olan tek süreç değildir. Transfer kalıplama ve sıkıştırma kalıplama, yaygın kullanımda olan daha eski, daha basit alternatiflerdir. Her sürecin nerede üstün olduğunu anlamak, üreticilerin belirli bir parça geometrisi, hacim gereksinimi ve bütçe için doğru yöntemi seçmesine yardımcı olur.
Sıkıştırmalı kalıplama, önceden tartılmış kürlenmemiş kauçuk parçasını doğrudan açık bir kalıp boşluğuna yerleştirir, ardından kalıbı hidrolik basınç ve ısı altında kapatır. Bu, en basit ve en düşük maliyetli takımlama seçeneğidir ancak enjeksiyonla karşılaştırıldığında daha yüksek düzeylerde parlama, daha az boyutsal tutarlılık ve daha uzun çevrim süreleri üretir. Takım maliyeti gerekçesinin çevrim süresi verimliliğinden daha önemli olduğu, düşük üretim hacimli büyük, basit parçalar için kullanışlı olmaya devam ediyor. Transfer kalıplama, kauçuğu bir rezervuardan kanal deliklerinden kapalı bir kalıba itmek için bir kap ve piston kullanır; bu, sıkıştırmaya göre daha iyi boyutsal kontrol sunar, ancak yine de transfer kabından atılması gereken malzeme atık parçaları üretir. Enjeksiyon kalıplama, yalnızca ihtiyaç duyulan hassas atış hacmini enjekte ederek bu israfın çoğunu ortadan kaldırır, en kısa ve en tutarlı döngü sürelerini sağlar ve en yüksek boyutsal doğruluğu üretir; bu da parça hacimleri ve kalite gereksinimlerinin daha yüksek makine yatırımını haklı çıkardığı durumlarda onu tercih edilen süreç haline getirir.

Kauçuk Enjeksiyon Makinesi Seçerken Nelere Dikkat Edilmeli?
Belirli bir uygulama için doğru kauçuk enjeksiyon kalıplama makinesinin seçilmesi, tek başına sıkma kuvveti veya atış boyutu gibi tek bir sayıya odaklanmak yerine, birbirine bağlı birçok özelliğin değerlendirilmesini gerektirir.
- Sıkıştırma kuvveti: Öngörülen boşluk alanına ve beklenen enjeksiyon basıncına göre gerekli sıkma kuvvetini hesaplayın. Proses değişkenliğini hesaba katmak için her zaman hesaplanan minimum değerin en az %10-15 üzerinde bir güvenlik marjı ekleyin.
- Atış hacmi ve vida çapı: Makinenin dozaj kapasitesi, parça ağırlığı artı kızak sistemi ağırlığını, maksimum atış hacminin %80'ini aşmadan rahatça karşılamalıdır; bu, her döngüde tutarlı malzeme homojenizasyonu sağlar.
- Kavurma güvenliği: Makinenin namlu tasarımını ve sıcaklık kontrol hassasiyetini değerlendirin. Isıya duyarlı veya hızlı sertleşen bileşikler için tasarlanan makineler, kavrulmayı önlemek için sıkı bölgelere ayrılmış namlu sıcaklığı kontrolüne ve kısa kalma süreli vida tasarımlarına ihtiyaç duyar.
- Kalıp merdane boyutu ve gün ışığı: Makinenin merdane boyutlarının ve maksimum kalıp açılma mesafesinin (gün ışığı), kalıp boyutları ve çıkarma sırasındaki parça yüksekliği ile uyumlu olduğunu doğrulayın.
- Kontrol sistemi kapasitesi: Çok ürünlü tesislerde, kalite izlenebilirliğini desteklemek ve işler arasındaki kurulum süresini azaltmak için tarif depolama, proses veri kaydı ve uzaktan izleme özelliğine sahip makinelere öncelik verin.