Vakumlu Kauçuk Vulkanizasyon Makinesi Nedir ve Nasıl Çalışır?
bir vakumlu kauçuk vulkanizasyon makinesi Ham veya bileşik kauçuğu kimyasal olarak sertleştirerek son, dayanıklı biçimini almak için kontrollü ısı, basınç ve vakum ortamı kullanan özel bir endüstriyel ekipman parçasıdır. Vulkanizasyonun kendisi, kauçuktaki polimer zincirlerinin, genellikle kükürt bazlı veya peroksit bazlı kürleme sistemleri aracılığıyla çapraz bağlandığı, yumuşak, yapışkan ve boyutsal olarak dengesiz ham kauçuğu yüksek elastikiyet, çekme mukavemeti, aşınma direnci ve termal stabiliteye sahip bir malzemeye dönüştüren süreçtir. Vulkanizasyon işlemine vakumun eklenmesi, bu sınıftaki makineyi geleneksel pres veya otoklav kürleme ekipmanından ayıran şeydir.
Standart bir vulkanizasyon presinde, kapatma aşamasında kauçuk bileşiği ile kalıp yüzeyi arasında hava sıkışabilir, bu da boşluklara, yüzey kabarmasına, ince detay alanlarında eksik dolguya ve parça boyunca tutarsız yoğunluğa neden olabilir. Vakumlu kauçuk vulkanizasyon makinesi, kalıbı çevreleyen kapalı bir bölmenin içine bir vakum çekerek kalıplama döngüsü öncesinde ve sırasında bu havayı tahliye eder. Atmosfer basıncı kaldırıldığında kauçuk, kalıbın her konturuna eşit şekilde akar, bileşikte çözünen gazlar çıkarılır ve sonuçta kürlenen parça, vakumsuz kürlemeye kıyasla üstün yüzey kalitesiyle daha yoğun, daha düzgün bir mikro yapıya ulaşır.
Vakumlu vulkanizasyon makinesinin çalışma döngüsü genellikle sabit bir sırayı takip eder: kauçuk yükü kalıba yüklenir, kalıp kapatılır ve vakum odası içinde mühürlenir, vakum pompası odayı hedef negatif basınca (tipik olarak -0,08 MPa ile -0,1 MPa arasında) boşaltır ve ardından parçayı sertleştirmek için eş zamanlı olarak ısı ve hidrolik veya pnömatik basınç uygulanır. Döngü süreleri, kauçuk bileşiğine, parça duvar kalınlığına ve çoğu endüstriyel elastomer için tipik olarak 140°C ila 200°C arasında değişen sertleştirme sıcaklığına bağlı olarak birkaç dakikadan bir saatten fazlaya kadar değişir.

Temel Bileşenler ve İşlevleri
Vakumlu kauçuk vulkanizasyon makinesinin mekanik mimarisini anlamak, mühendislerin ve satın alma ekiplerinin ekipman kalitesini değerlendirmesine, performans sorunlarını gidermesine ve üretim gereksinimleri için makineleri doğru şekilde belirlemesine yardımcı olur. Başlıca fonksiyonel alt sistemler yakından entegre edilmiştir ve her biri ürün kalitesinde doğrudan rol oynar.
Isıtma Plakaları ve Sıcaklık Kontrol Sistemi
Isıtma plakaları, kalıbı çevreleyen ve kürleme sırasında termal enerjiyi kauçuk bileşiğine ileten birincil ısı transfer yüzeyleridir. Çoğu vakumlu vulkanizasyon makinesinde, merdaneler, işlenmiş çelik veya dökme demir levhaların içine gömülü elektrik direnç elemanları tarafından ısıtılır, ancak buharla ısıtılan merdaneler, merkezi bir buhar kaynağının mevcut olduğu yüksek hacimli üretim ortamlarında da kullanılır. Plaka yüzeyi boyunca hassas, eşit sıcaklık dağılımı kritik öneme sahiptir; bölgeler arasında ±3°C'den fazla sıcaklık değişimleri, parça içinde eşit olmayan kürlenme durumlarına neden olabilir ve aşırı kürlenen (kırılgan, bozulmuş) alanların yanı sıra yetersiz kürlenen (yumuşak, zayıf) alanlar oluşturabilir. Modern makineler, döngü boyunca sıkı termal tekdüzeliği korumak için birden fazla bağımsız ısıtma bölgesine ve termokupl geri bildirimine sahip PID (oransal-integral-türev) sıcaklık kontrolörleri kullanır.
Vakum Sistemi ve Sızdırmazlık Odası
Vakum sistemi, kalıp alanını çevreleyen kapalı bir odaya bağlanan, tipik olarak döner kanatlı veya kuru vidalı tipte bir vakum pompasından oluşur. Bu haznenin sızdırmazlık bütünlüğü, makinenin en kritik kalite parametrelerinden biridir: hazne contalarında, kapı contalarında veya merdane arayüzlerinde herhangi bir sızıntı, ulaşılabilir vakum seviyesini sınırlayacak ve kürleme döngüsü sırasında hava girişine izin verecektir. Yüksek kaliteli makineler, kürleme sıcaklıklarında sürekli çalışmaya uygun, güçlendirilmiş silikon veya floroelastomer contalar kullanır. Vakum seviyesi bir vakum ölçer tarafından izlenir ve ilk tahliyeden tam sertleşme bekleme süresi boyunca hedef basıncı koruyan otomatik bir valf sistemi tarafından kontrol edilir.
Hidrolik veya Pnömatik Presleme Sistemi
Sıkıştırma kuvveti, üst plakayı alt plakaya doğru aşağı doğru hareket ettiren bir hidrolik silindir veya pnömatik aktüatör aracılığıyla kalıba uygulanır. Sıkıştırma basıncı, kürleme sırasında ısınırken, yumuşarken ve akarken kauçuk bileşiğinin oluşturduğu iç basınca karşı kalıp yarımlarını kapalı tutmaya yeterli olmalıdır. Yetersiz sıkma basıncı parlamaya neden olur - kürlenmiş kauçuğun ince kanatçıkları kalıp ayırma çizgileri arasında sıkışır - aşırı basınç ise ince kalıp ayrıntılarına zarar verebilir veya ince duvarlı kalıp boşluklarını bozabilir. Hidrolik sistemler daha hassas ve ayarlanabilir basınç kontrolü sağladığından üretim makinelerinde tercih edilmektedir. Kelepçe kuvvetleri genellikle küçük laboratuvar makinelerinde birkaç tondan, otomotiv ve endüstriyel sızdırmazlık bileşenleri için kullanılan büyük endüstriyel preslerde birkaç yüz tona kadar değişir.
birdvantages of Vacuum Curing Over Conventional Vulcanizing
Geleneksel bir pres yerine vakumlu vulkanizasyon teknolojisine yatırım yapma kararı, geniş bir kauçuk ürün yelpazesinde sağladığı ölçülebilir kalite iyileştirmeleri ve süreç verimliliklerinden kaynaklanmaktadır. Aşağıdaki faydalar, standart preslemeden vakumla sertleştirmeye geçiş yapan üreticiler tarafından sürekli olarak rapor edilmektedir:
- Boşluk Kusurlarının Giderilmesi: Sıkışmış hava ve uçucu gazlar, kürleme başlamadan önce uzaklaştırılarak, geleneksel olarak preslenmiş kauçuk parçalarda, özellikle de kalın kesitlerde ve kapalı boşluk geometrilerinde yaygın olan gözeneklilik ve kabarma kusurları ortadan kaldırılır.
- Üstün Yüzey Kaplaması: Bileşik ile kalıp yüzeyi arasında hava bariyeri olmadığından kauçuk, ince kalıp dokusunu ve ayrıntılarını çok daha yüksek bir doğrulukla kopyalayarak, daha az kürleme sonrası bitirme gerektiren daha pürüzsüz, daha tutarlı yüzeylere sahip parçalar üretir.
- Geliştirilmiş Mekanik Özellikler: Vakum altında kürlenen parçalar daha yüksek gerilme mukavemeti, kopmada daha iyi uzama ve daha tutarlı sertlik sergiler çünkü polimer ağı, sıkışan gazın neden olduğu iç süreksizlikler olmadan oluşur.
- Daha İyi Bileşik Akışı ve Kalıp Doldurma: Vakum destekli akış, kauçuk bileşiklerinin alttan kesikler, ince kaburgalar ve küçük çaplı geçişler dahil olmak üzere karmaşık kalıp geometrilerini tamamen doldurmasına olanak tanır; bu da havayı hapseder ve vakumsuz koşullarda kısa atışlara neden olur.
- Daha Düşük Hurda ve Reddetme Oranları: Kusur giderme ve tutarlı proses kontrolünün birleşimi, kalite kontrolü sırasında reddedilen parçaların yüzdesini doğrudan azaltarak verimi artırır ve malzeme israfını azaltır.
- Hassas Bileşiklerle Uyumluluk: Silikon, floroelastomer (FKM) ve EPDM formülasyonları dahil olmak üzere bazı özel kauçuk bileşikleri, atmosferik kürleme koşulları altında buharlaşabilen ve kusurlara neden olabilen düşük kaynama noktalı plastikleştiriciler veya işleme yardımcıları içerir. Vakumla kürleme bu uçucu maddeleri etkili bir şekilde yönetir.
Vakumlu Vulkanizasyona Dayanan Endüstriler ve Uygulamalar
Vakumlu kauçuk vulkanizasyon makineleri, boyutsal hassasiyetin, yüzey kalitesinin ve kauçuk bileşenlerin iç bütünlüğünün tartışmasız olduğu çok çeşitli endüstrilerde kullanılmaktadır. Aşağıdaki sektörler birincil uygulama alanlarını temsil etmektedir:
- birutomotive Sealing Systems: Kapı contaları, pencere kanalı contaları, motor contaları, O-halkaları ve titreşim sönümleyici takozlar, sıkı boyut toleranslarına sahip hatasız kürlenmiş kauçuk gerektirir. Vakumla kürleme birinci sınıf otomotiv sızdırmazlık uygulamaları için standart bir uygulamadır.
- birerospace and Defense: birircraft fuel system seals, hydraulic O-rings, and vibration isolators made from fluoroelastomer or silicone are routinely vacuum-cured to meet strict aerospace quality standards that prohibit internal voids in structural elastomeric components.
- Tıbbi ve Farmasötik Ekipmanlar: Tıbbi cihazlarda ve farmasötik işleme ekipmanlarında kullanılan silikon membranlar, diyaframlar, boru bileşenleri ve contalar, kirletici maddeleri barındırabilecek veya kritik hizmetlerde mekanik performansı tehlikeye atabilecek iç gözeneklerden arındırılmış olmalıdır.
- Elektronik ve Elektrik Yalıtımı: Elektroniklere yönelik kauçuk tuş takımları, konektör contaları, kablo yalıtım bileşenleri ve silikon kapsülleme parçaları, vakumla kürlemenin sağladığı tutarlı dielektrik özellikleri ve yüzey kalitesini gerektirir.
- Ayakkabı İmalatı: Vakumlu vulkanizasyon makineleri, hava ceplerinin taban yapısında zayıf noktalar oluşturacağı ve katmanlar arasındaki yapışmayı etkileyebileceği ayakkabı tabanı üretiminde (özellikle EVA ve kauçuk dış tabanlar için) yaygın olarak kullanılmaktadır.
- Endüstriyel Makaralar ve Astarlar: Baskı, tekstil işleme ve kağıt üretimine yönelik kauçuk kaplı silindirler, kauçuğun metal çekirdeğe tamamen yapışmasını ve silindir yüzeyi boyunca eşit sertlikte olmasını sağlamak için vakumla kürlenir.
Vakumlu Vulkanizasyon Makinesi Tipleri ve Konfigürasyonları
Vakumlu kauçuk vulkanizasyon makineleri, farklı üretim ölçeklerine, parça boyutlarına ve proses gereksinimlerine uygun çeşitli konfigürasyonlarda mevcuttur. Doğru konfigürasyonun seçilmesi ekipman spesifikasyonunda önemli bir adımdır.
| Makine Tipi | Yapılandırma | En Uygun |
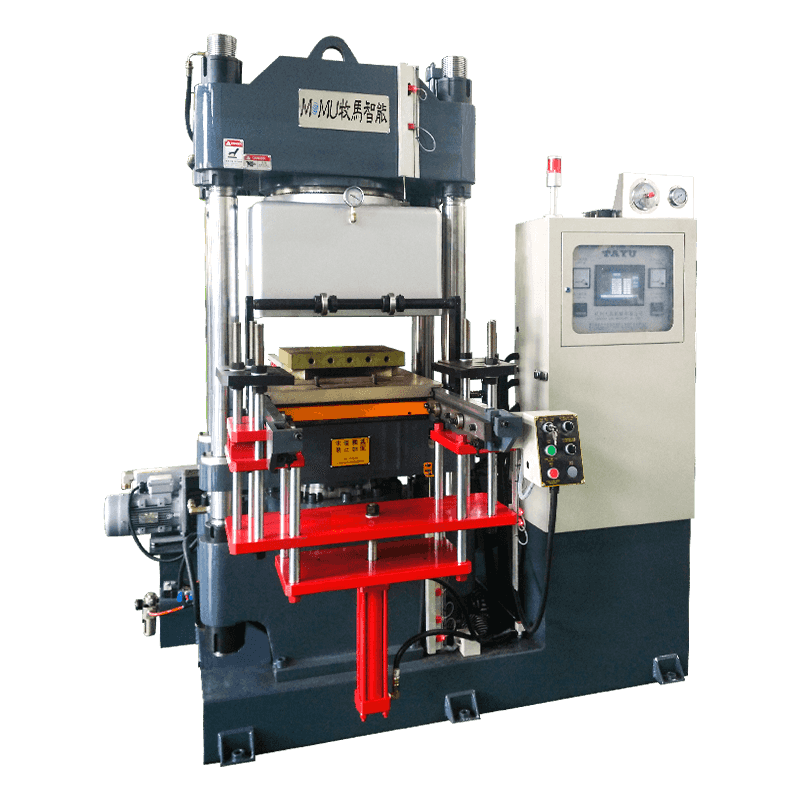
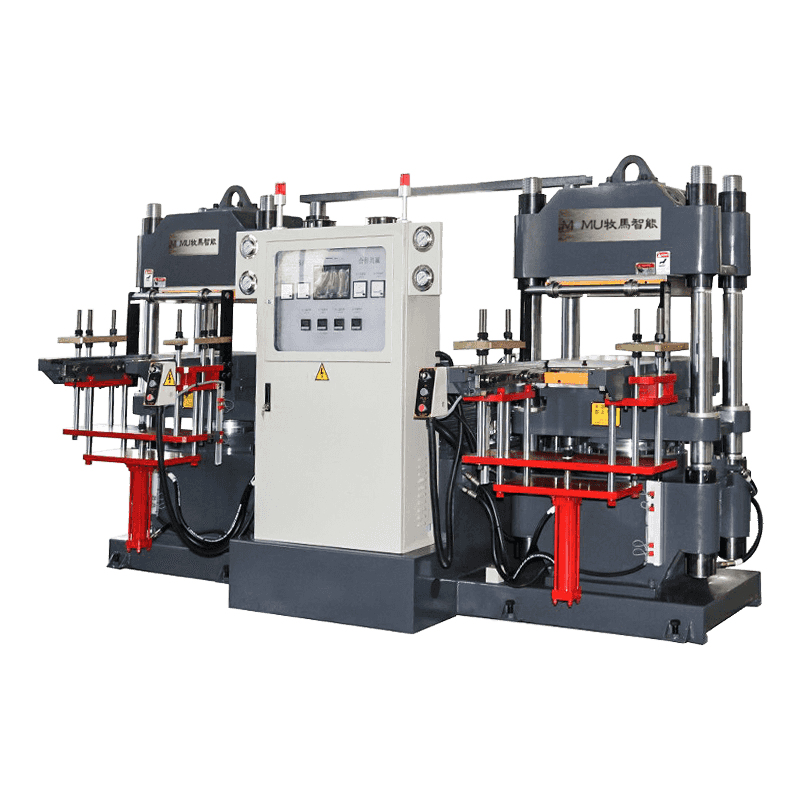
| Tek Gün Işığı Vakum Presi | İki ısıtmalı plaka arasında bir kalıp açıklığı | Küçük ve orta ölçekli parçalar, laboratuvar ve prototip çalışmaları |
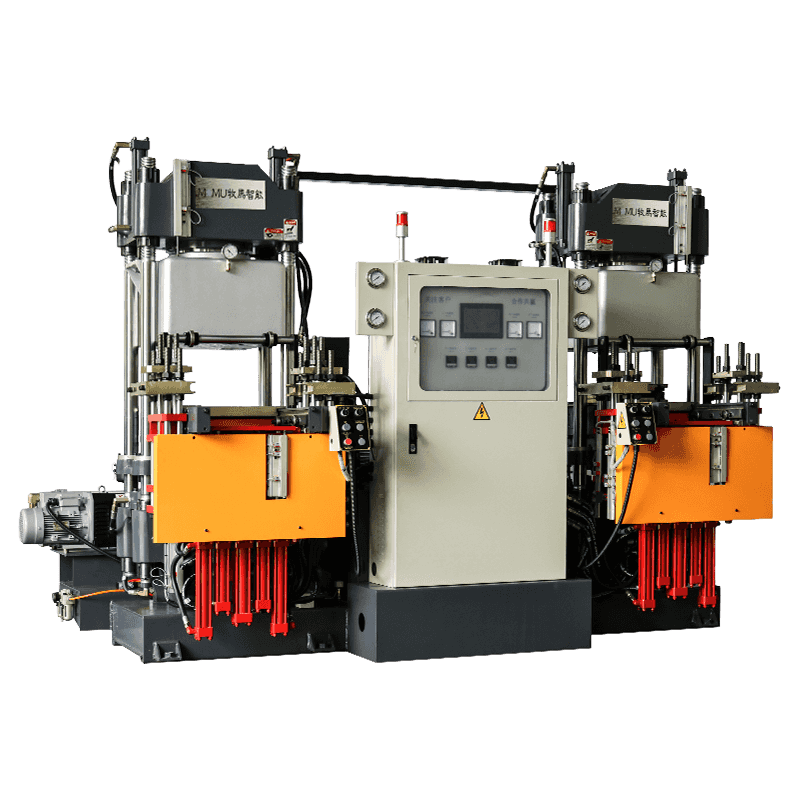
| Çoklu Gün Işığı Vakum Presi | Aynı anda kürlenen birden fazla kalıp seviyesi | Yüksek hacimli düz parçalar, levha ürünler, ayakkabı tabanları |
| Vakum Torbası / Otoklav Sistemi | Esnek vakum torbası, parçayı ısıtmalı haznede kapatır | Büyük, karmaşık şekilli parçalar ve kompozit kauçuk laminatlar |
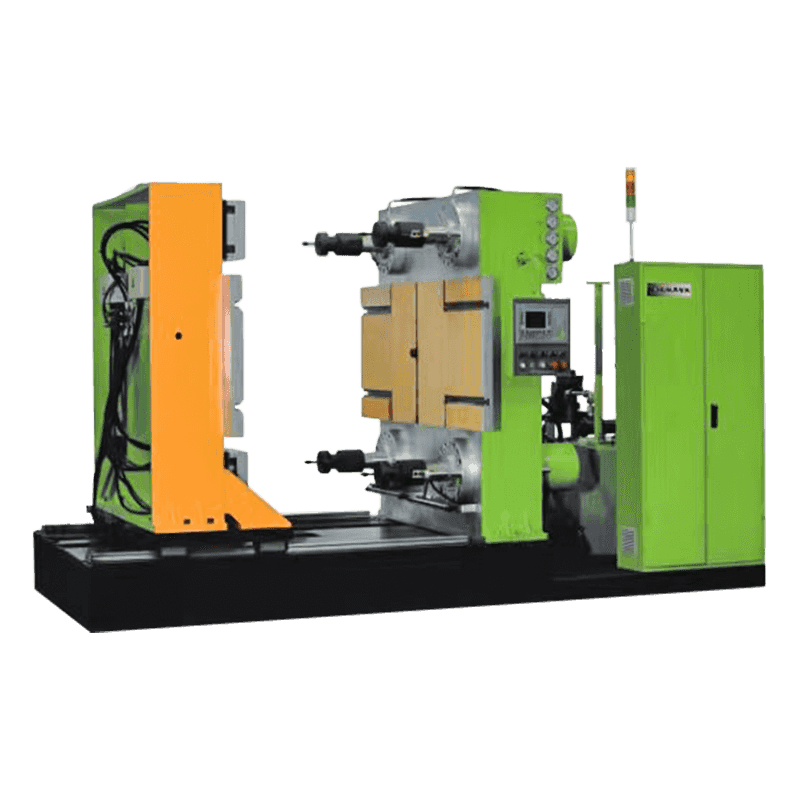
| Döner Vakumlu Vulkanizasyon Makinesi | Kürleme istasyonları aracılığıyla atlıkarınca tarzı kalıp dönüşü | Küçük tekdüze parçaların sürekli yüksek verimli üretimi |
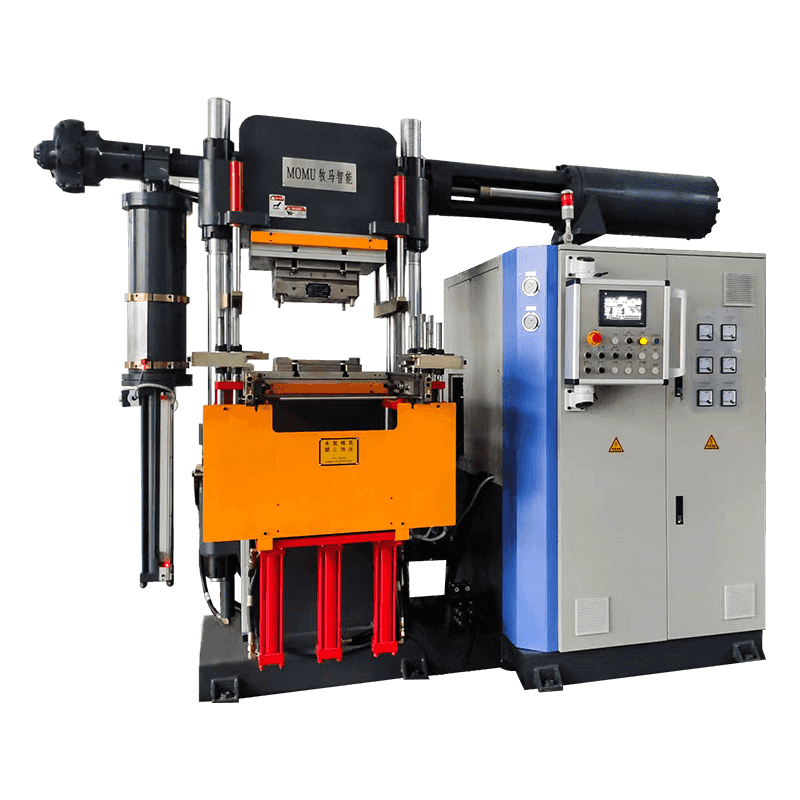
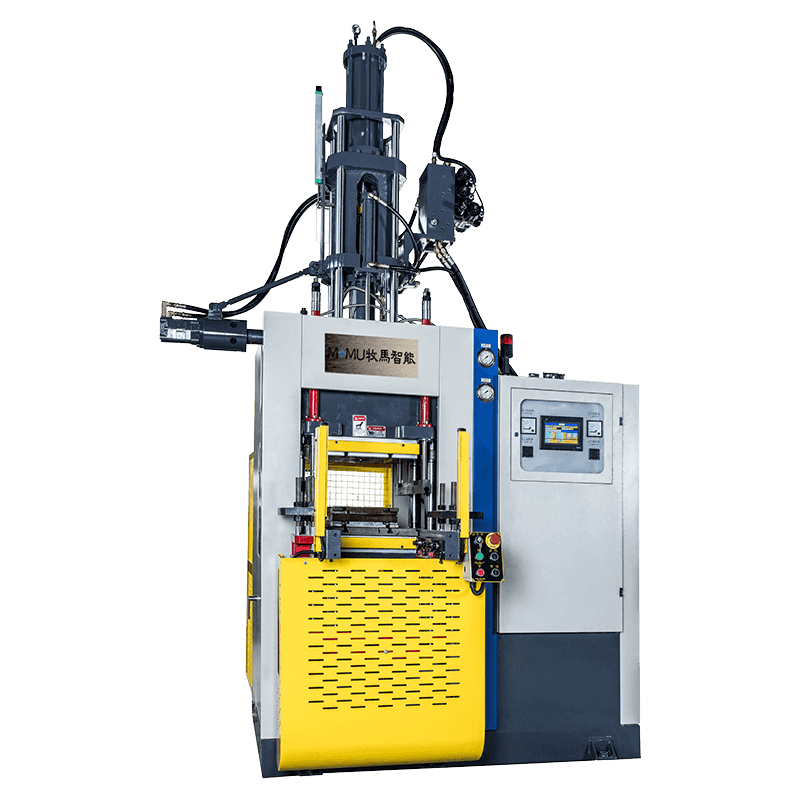
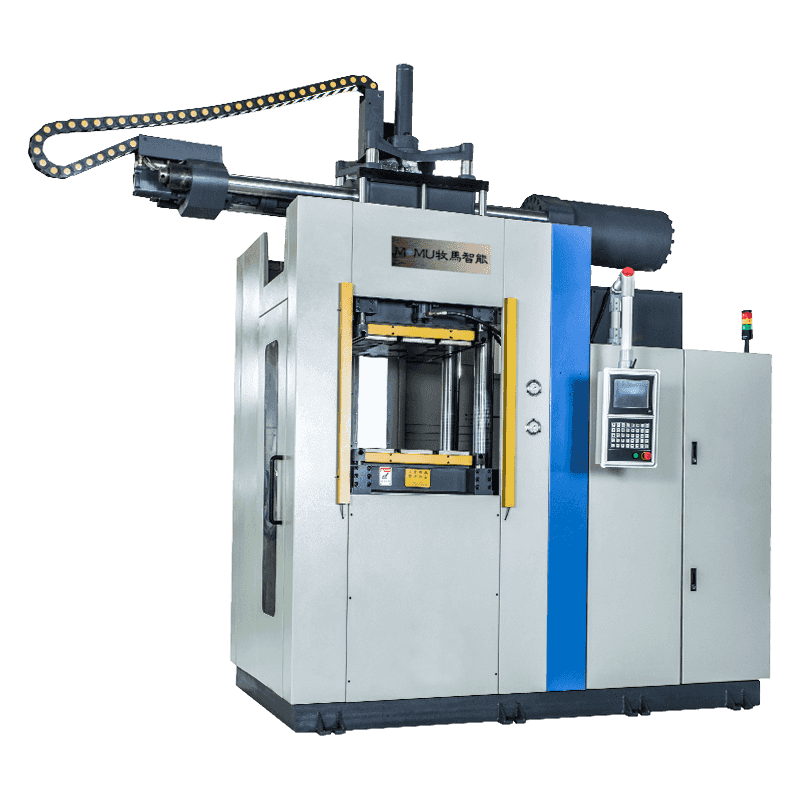
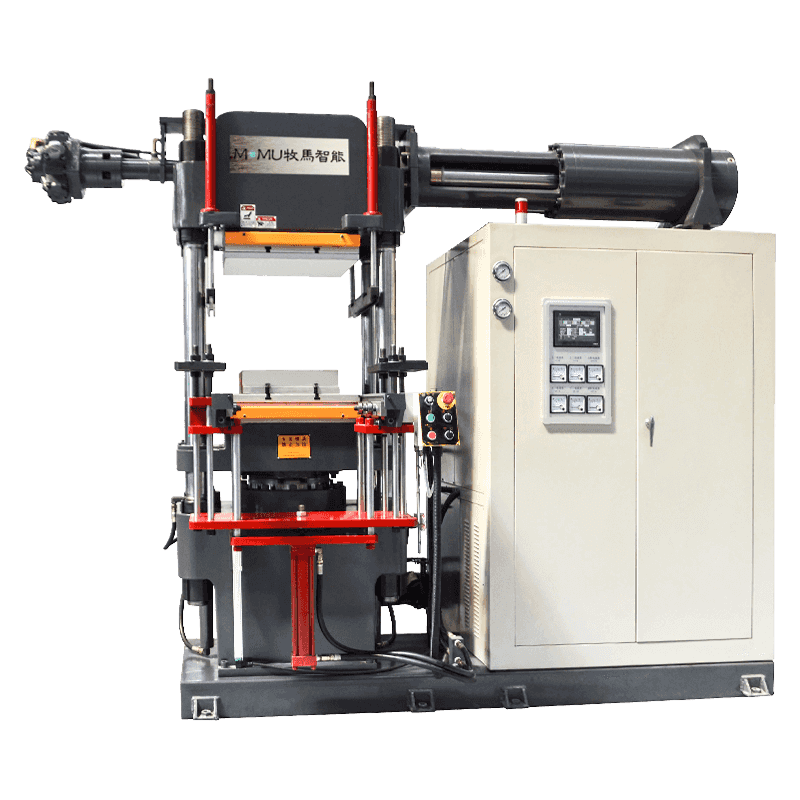
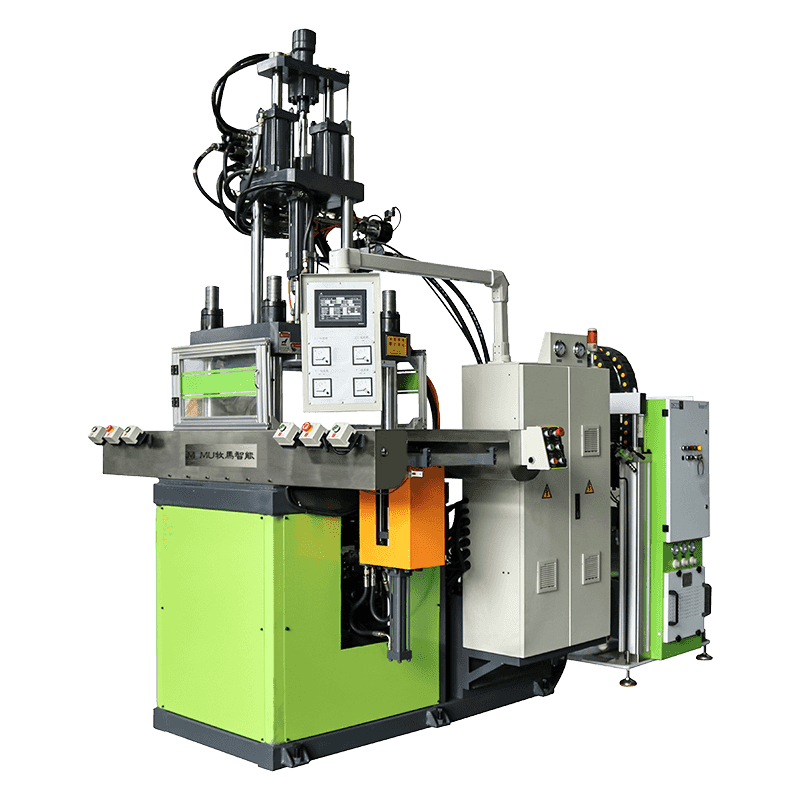
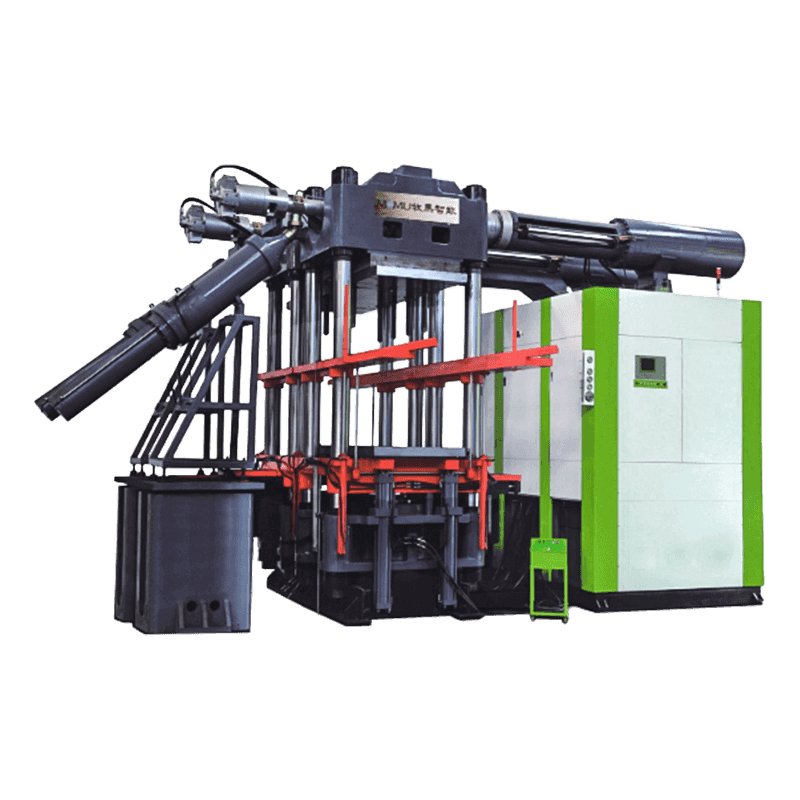
| Enjeksiyon Vakumlu Vulkanizasyon Presi | Vakum odasını kauçuk enjeksiyon ünitesiyle birleştirir | Hassas enjeksiyonla kalıplanmış contalar ve teknik kauçuk parçalar |
Vakumlu Kauçuk Vulkanizasyon Makinesi Satın Alırken Değerlendirilmesi Gereken Temel Faktörler
Vakumlu vulkanizasyon makinesine yatırım yapmak önemli bir sermaye kararıdır ve spesifikasyon süreci, hem mevcut üretim gereksinimlerinin hem de öngörülen gelecekteki ihtiyaçların dikkatli bir şekilde değerlendirilmesini gerektirir. Seçim sürecini aceleye getirmek veya yalnızca fiyata odaklanmak, genellikle ekipmanın düşük performans göstermesine, maliyetli yükseltmeler gerektirmesine veya önemli müşterilerin gerektirdiği kalite sertifikalarını karşılayamaması sonucunu doğurur.
Merdane Boyutu ve Kelepçe Kuvveti
Merdane boyutları, çalıştırmayı düşündüğünüz en büyük kalıba uygun olmalı ve eşit basınç dağılımını sağlamak için kalıbın çevresinde yeterli kenar boşluğu bırakılmalıdır. Kelepçe kuvveti, sertleşme sıcaklığında kauçuk bileşiğinin öngörülen boşluk basıncının kalıptaki tüm boşlukların toplam öngörülen alanıyla çarpılmasıyla hesaplanmalıdır. Gereğinden küçük kelepçe kuvveti parlamaya neden olur; Büyük boyutlu makineler gereğinden fazla enerji ve zemin alanı tüketir. Spesifikasyonu tamamlamadan önce makine tedarikçinizden özel kalıp ve bileşik verilerinize göre mühendislik hesaplamaları talep edin.
Vakum Seviyesi ve Pompa Kapasitesi
Ulaşılabilir vakum seviyesi, makinenin kalıp ortamından hava ve gazları ne kadar etkili bir şekilde uzaklaştırdığının doğrudan bir ölçüsüdür. Hedef vakum seviyesini belirtin (genellikle zorlu uygulamalar için -0,095 MPa veya daha iyisi) ve dolu kalıp yerindeyken bu seviyeye ulaşmak için pompalama süresini onaylayın. Pompa kapasitesi (m³/saat veya CFM olarak ölçülür), vakum odasının hacmi artı bağlantı borularındaki ölü hacimle eşleştirilmelidir. Küçük boyutlu pompalara sahip makinelerin hedef vakum seviyelerine ulaşması çok uzun zaman alır, bu da çevrim sürelerinin uzamasına ve çıktının azalmasına neden olur.
Kontrol Sistemi ve Veri Kaydı
Modern vakumlu vulkanizasyon makineleri, operatörlerin çok adımlı kürleme döngülerini saklamasına ve geri çağırmasına, tüm süreç parametrelerini gerçek zamanlı olarak izlemesine ve kalite izlenebilirliği için üretim kayıtları oluşturmasına olanak tanıyan programlanabilir bir mantık denetleyicisi (PLC) ve dokunmatik ekranlı insan-makine arayüzü (HMI) ile donatılmalıdır. Otomotiv ve havacılık tedarik zincirlerindeki müşteriler için her üretim partisine ilişkin sıcaklık, basınç, vakum seviyesi ve döngü süresine ilişkin verilerin kaydedilmesi standart bir denetim gereksinimidir. Satın almadan önce makinenin kontrol sisteminin kalite yönetim sisteminizin dokümantasyon gereksinimlerini karşıladığını doğrulayın.
Makine Performansını Koruyan Bakım Uygulamaları
Vakumlu kauçuk vulkanizasyon makinesinin uzun vadeli güvenilirliği, büyük ölçüde, yüksek sıcaklıktaki, yüksek döngülü üretim ortamında aşınmaya ve bozulmaya en çok maruz kalan bileşenlere odaklanan yapılandırılmış bir önleyici bakım programına bağlıdır.
- Vakum Mühür Denetimi: Hazne kapısı ve merdane contaları, her bakım aralığında sıkıştırma seti, çatlama veya yüzey kirliliği açısından incelenmelidir. Bozulmuş contalar, vakum kaybının en yaygın nedenidir ve gözle görülür bir arızayı beklemek yerine, planlı bir şekilde değiştirilmelidir.
- Vakum Pompası Bakımı: Döner kanatlı pompalar düzenli yağ değişimi gerektirir; kirlenmiş veya bozulmuş pompa yağı, ulaşılabilir vakum seviyelerini önemli ölçüde azaltır. Kuru vidalı pompalar periyodik rotor ve yatak muayenesi gerektirir. Üreticinin önerdiği servis aralıklarına kesinlikle uyun.
- Merdane Düzlüğü Doğrulaması: Zamanla, tekrarlanan termal çevrim ve mekanik yükleme, merdane yüzeylerinde bombe oluşumuna veya lokal düşük noktalar oluşmasına neden olarak kalıp boyunca eşit olmayan basınç dağılımına neden olabilir. Hassas bir düz kenar ve sentil kullanarak merdanenin düzlüğünü periyodik olarak kontrol edin.
- Hidrolik Sistem Servisi: Parçacık kirliliği ve viskozite bozulması açısından hidrolik yağından yıllık olarak numune alınmalı ve analiz edilmelidir. Her önleyici bakım ziyaretinde silindir contaları ve hortum bağlantıları sızıntı açısından incelenmelidir.
- Termokupl ve Kontrol Cihazı Kalibrasyonu: Termokupl bağlantıları eskidikçe sıcaklık ölçüm doğruluğu zamanla değişir. Tüm sıcaklık sensörlerinin izlenebilir bir referans standardına göre yıllık kalibrasyonu, kür tutarlılığının sürdürülmesi ve kalite sistemi denetim gerekliliklerinin karşılanması açısından çok önemlidir.
bir vacuum rubber vulcanizing machine represents one of the most technically complete solutions available for producing high-quality, defect-free rubber components at production scale. By combining precise thermal control, hydraulic clamping, and vacuum-assisted degassing in a single integrated system, it addresses the most persistent quality challenges in rubber molding and positions manufacturers to meet the increasingly demanding specifications of the automotive, aerospace, medical, and industrial markets they serve.