Silikon Nasıl Yapılır? Malzemenin Arkasındaki Kimya
Silikon, polietilen veya polipropilen gibi organik plastiklerde bulunan karbondan karbona omurga yerine, omurgası siloksan zinciri olarak bilinen bir yapı olan alternatif silikon ve oksijen atomlarından oluşan sentetik bir polimerdir. Moleküler mimarideki bu temel farklılık, silikona olağanüstü termal stabilitesini, kimyasal eylemsizliğini, geniş bir sıcaklık aralığında esnekliğini ve UV bozunmasına karşı direncini veren şeydir. Silikonun ham element kaynaklarından bitmiş elastomere kadar nasıl yapıldığını anlamak, mühendislerin, ürün tasarımcılarının ve üreticilerin bu malzemenin neden bu şekilde davrandığını ve neden geleneksel termoplastik reçinelerden farklı şekilde işlendiğini anlamalarına yardımcı olur.
Silikon üretimi, yerkabuğunda en çok bulunan ikinci element olan ve genel olarak kuvars veya silis kumu olarak bilinen silikon dioksit (SiO₂) formunda bulunan silikonla başlar. En önemlisi, element olan silikon, polimer olan silikondan kimyasal olarak farklıdır. Ham formundaki silikon, doğal olarak yumuşak, esnek veya çeşitli koşullar altında kimyasal olarak kararlı değildir; sert, kırılgan bir metaloiddir. Bunu tıbbi cihazlarda, otomotiv contalarında, tüketim mallarında ve endüstriyel bileşenlerde kullanılan çok yönlü silikon polimere dönüştürmek, karbon bazlı organik grupları silikon omurgasına yerleştirerek özelliklerini temelden değiştiren çok aşamalı bir kimyasal işlem gerektirir.

Kuvarstan Silikon Metale: İlk Üretim Aşaması
Silikon yapımında ilk adım, silikon dioksitin metalurjik kalitede silikon metaline indirgenmesidir. Bu, kuvarsitin (kuvarsın yüksek saflıkta bir formu) kömür, kok ve talaş gibi karbon açısından zengin indirgeyici maddelerin varlığında 1.800°C'yi aşan sıcaklıklara ısıtıldığı büyük elektrik ark fırınlarında gerçekleştirilir. Karbon, silikon dioksit içindeki oksijenle reaksiyona girerek karbondioksit açığa çıkarır ve arkasında yaklaşık %98-99 saflıkta sıvı silikon metali bırakır. Bu malzeme metalurjik kalitede silikon (MG-Si) olarak bilinir ve silikon polimer üretimi için kritik hammadde ham maddesi olarak hizmet eder.
Erimiş silikon külçeler halinde dökülür, soğumaya bırakılır ve daha sonra daha ileri kimyasal işlemler için toz veya granüller halinde ezilir. Bu aşamada silikon hala bir polimer olmaktan çok uzaktır; organik metil gruplarını silikon atomlarına bağlayan ve tüm ticari silikon ürünlerinin yapı taşları olarak hizmet eden organoklorosilan ara maddelerini yaratan bir dizi kimyasal reaksiyona girmesi gerekir.
Müller-Rochow Süreci: Silikon Monomerin Oluşturulması
Silikon monomerlerin endüstriyel üretimi, 1940'larda bağımsız olarak geliştirilen Müller-Rochow doğrudan prosesinin hakimiyetindedir. Bu proseste toz halindeki silikon metali, 250°C ile 350°C arasındaki sıcaklıklarda bir bakır katalizör varlığında metil klorür (CH₃Cl) gazı ile reaksiyona sokulur. Bu reaksiyon, ticari açıdan en önemlisi dimetildiklorosilan — (CH₃)₂SiCl₂ olan klorosilan bileşiklerinin bir karışımını üretir. Bu molekül, ticari silikonların büyük çoğunluğunun nihai olarak türetildiği birincil monomerdir.
Doğrudan işlemle üretilen klorosilan karışımı, fraksiyonel damıtma yoluyla her biri ayrı bir reaktiviteye sahip olan ve hidrolize edildiğinde farklı silikon polimer yapıları üreten ayrı ayrı bileşenlerine ayrılır. Dimetildiklorosilan, suya maruz kaldığında hızlı hidrolize uğrar (klor atomlarının yerini hidroksil grupları alır) ve ortaya çıkan silanol ara maddeleri, polidimetilsiloksan (PDMS) zincirleri oluşturmak üzere kendiliğinden birbirleriyle yoğunlaşır. Reaksiyon koşullarına, zincir uzunluğuna ve kullanılan klorosilan monomerlerinin spesifik karışımına bağlı olarak elde edilen polimer, düşük viskoziteli bir sıvı, viskoz bir sakız veya silikon kauçuğun içine bileşim için uygun yüksek moleküler ağırlıklı bir baz polimer olabilir.
Bileşik Silikon Kauçuğu: Baz Polimerden Kalıplanabilir Malzemeye
Ham polidimetilsiloksan polimeri tek başına enjeksiyonlu kalıplama için uygun değildir. Sertliğini, çekme mukavemetini, uzamasını, termal direncini, rengini ve sertleşme özelliklerini belirli uygulama gereksinimlerine uyacak şekilde ayarlayan bir dizi katkı maddesiyle birleştirilmelidir. Bu birleştirme aşaması, enjeksiyonlu kalıplama makinelerinde kullanılan fonksiyonel silikon kauçuk malzemenin gerçekten yaratıldığı yerdir ve rakip özellik gerekliliklerini işleme kısıtlamalarına karşı dengeleyen malzeme kimyagerleri tarafından dikkatli bir formülasyon gerektirir.
- Güçlendirici dolgu maddeleri: Füme silika, silikon kauçuk bileşiklerinde en yaygın kullanılan takviye dolgu maddesidir. Ağırlığın %20-50'si oranında yüklemelerde eklenen füme silika, moleküler ölçekte polimer zincirleriyle etkileşime girerek çekme mukavemetini ve yırtılma direncini önemli ölçüde artırır. Takviye olmadan saf silikon polimerin mekanik mukavemeti çok düşüktür.
- Çapraz bağlama maddeleri: Doğrusal veya hafif dallanmış silikon polimerini üç boyutlu bir elastomerik ağa dönüştürmek için çapraz bağlama maddelerinin dahil edilmesi gerekir. Geleneksel enjeksiyonlu kalıplamada kullanılan yüksek kıvamlı kauçuk (HCR) için organik peroksitler geleneksel çapraz bağlayıcıdır. Sıvı silikon kauçuk (LSR) için, daha hızlı kürleme döngüleri ve mükemmel özellik tutarlılığı sunan, platin katalizli ilave kürleme sistemi standarttır.
- Pigmentler ve renklendiriciler: Silikon doğal olarak yarı saydamdır ve pigmentasyonu kolayca kabul eder. Tüketici ürünü ve tıbbi cihaz üreticilerinin ihtiyaç duyduğu tüm renk yelpazesini üretmek için bileşim sırasında demir oksit, titanyum dioksit ve organik pigmentler dahil edilir.
- İşleme yardımcıları: Silikon yağları veya mumlar gibi işleme yardımcılarının küçük ilaveleri, enjeksiyon kalıplama sırasında bileşiğin akış davranışını iyileştirir, enjeksiyon basıncı gereksinimlerini azaltır ve karmaşık boşluk geometrilerinde kalıbın doldurulmasını iyileştirir.
- Fonksiyonel katkı maddeleri: Nihai uygulamaya bağlı olarak, elektrik yalıtım bileşenleri için alev geciktiriciler, tıbbi ve gıdayla temas eden ürünler için antimikrobiyal maddeler veya yüksek sıcaklıktaki servis uygulamaları için termal stabilizatörler gibi ek maddeler dahil edilebilir.
Enjeksiyon Kalıplamada Kullanılan Silikon Türleri: HCR ve LSR
Enjeksiyon kalıplama makinelerinde silikon kauçuğun iki farklı formu işlenir ve fiziksel durumları, işleme davranışları ve bunları işlemek için gereken makine türü açısından önemli ölçüde farklılık gösterirler. Yüksek kıvamlı kauçuk (HCR) ve sıvı silikon kauçuk (LSR) arasında seçim yapmak, silikon ürün geliştirmede parça kalitesini, çevrim süresini, takım tasarımını ve üretim ekonomisini doğrudan etkileyen en önemli önemli kararlardan biridir.
Yüksek Kıvamlı Kauçuk (HCR)
HCR, oda sıcaklığında sert ekmek hamuruna benzer kıvamda, katı, macun benzeri bir malzemedir. Tipik olarak bir milyon g/mol'ü aşan yüksek bir moleküler ağırlığa sahiptir ve bir kalıp boşluğuna enjekte edilmek üzere yeterince akmadan önce önceden ısıtılması ve işlenmesi gerekir. HCR bileşikleri tipik olarak 150-200°C sıcaklıklarda organik peroksitler kullanılarak kürlenir ve mekanik özellikleri tam olarak geliştirmek ve artık peroksit ayrışma yan ürünlerini ortadan kaldırmak için genellikle yüksek sıcaklıklarda sonradan kürleme gerekir. HCR, contalar, contalar, borular ve kablo aksesuarları üretiminde köklü bir yapıya sahiptir ve modifiye edilmiş kauçuk enjeksiyonlu kalıplama makinelerinde veya sıkıştırmalı kalıplama preslerinde işlenebilmektedir.
Sıvı Silikon Kauçuk (LSR)
LSR, ayrı varillerde sağlanan iki bileşenli, pompalanabilir bir sıvı sistemidir - Bileşen A, baz polimeri ve platin katalizörü içerirken Bileşen B, baz polimeri ve çapraz bağlayıcıyı (tipik olarak bir silikon hidrit bileşiği) içerir. İki bileşen hassas bir 1:1 oranında ölçülür, statik veya dinamik bir karıştırıcıda karıştırılır ve 150-220°C kalıp sıcaklıklarında platin katalizli ekleme kür reaksiyonunun hızlı bir şekilde, tipik olarak 10-60 saniye içinde gerçekleştiği ısıtılmış bir kalıba enjekte edilir. LSR, kürleme yan ürünleri üretmez, sonradan kürleme gerektirmez ve HCR ile elde edilmesi zor olan boyutsal hassasiyetle olağanüstü parça tutarlılığı sunar. Tıbbi cihazların, bebek bakım ürünlerinin, giyilebilir teknoloji bileşenlerinin ve hassas endüstriyel contaların yüksek hacimli üretiminde tercih edilen malzemedir.
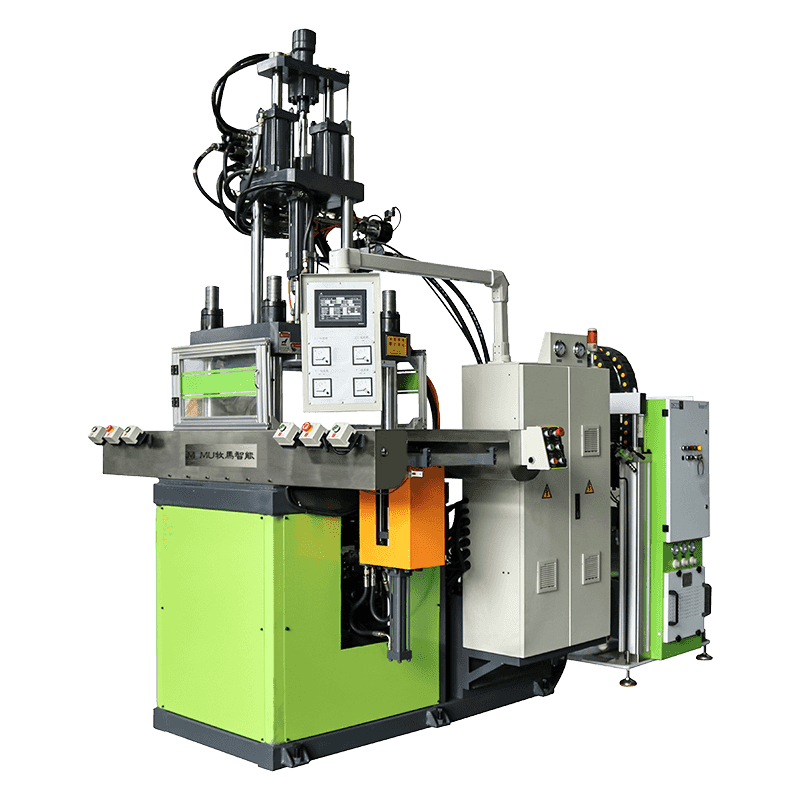
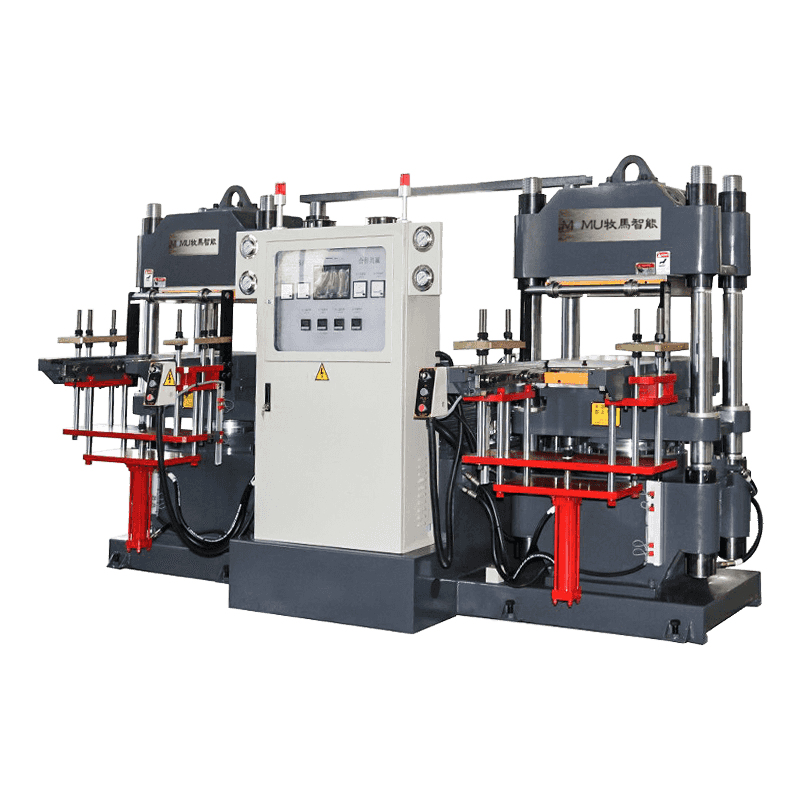
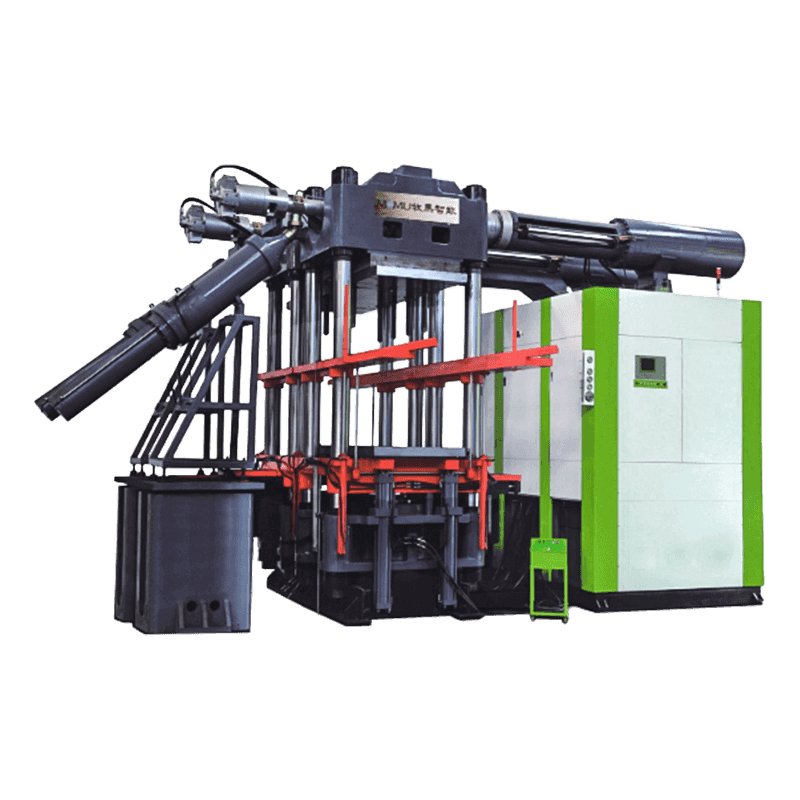
Silikon/Kauçuk Enjeksiyon Makinesi Nasıl Çalışır?
Silikon veya kauçuk enjeksiyon kalıplama makinesi Silikon ve kauçuğun termoset doğası nedeniyle standart bir termoplastik enjeksiyon kalıplama makinesinden temel olarak birkaç kritik açıdan farklıdır; malzemeler, termoplastikler gibi ısıtıldığında yumuşamak yerine ısıtmayla geri dönülemez şekilde sertleşir. Termoplastik bir makinede, malzemeyi eritmek için namlu ve vida ısıtılır ve parçanın katılaşması için kalıp soğutulur. Silikon/kauçuk enjeksiyonlu kalıplama makinesinde, erken sertleşmeyi önlemek için malzemenin enjeksiyon sistemi boyunca soğuk tutulması gerekirken, kalıp vulkanizasyonu tetiklemek ve tamamlamak için ısıtılır.
LSR işlemesi için enjeksiyon ünitesi, hassas dişli pompalar kullanarak iki malzeme tamburundan çekim yapan, bunları statik bir karıştırıcı düzeneği aracılığıyla doğru oranda karıştıran ve harmanlanan malzemeyi soğuk bir enjeksiyon variline ileten iki bileşenli bir ölçüm ve karıştırma sistemi ile donatılmıştır. Namlu ve vida düzeneği, enjeksiyon döngüsü sırasında LSR'yi aktivasyon sıcaklığının altında tutmak için genellikle 5–15°C'de soğutulmuş suyla soğutulur. Malzeme ısıtılmış kalıba (150–220°C) enjekte edildiğinde, dramatik sıcaklık artışı platin katalizörünü etkinleştirir ve sertleşme reaksiyonu saniyeler içinde tamamlanır.
Silikon/Kauçuk Enjeksiyon Makinesinin Temel Bileşenleri
| Bileşen | İşlev | Temel Özellikler |
| İki Bileşenli Ölçüm Ünitesi | LSR A ve B bileşenlerini doğru bir şekilde ölçer ve pompalar | Oran doğruluğu ±%0,5 veya daha iyisi |
| Statik/Dinamik Mikser | A ve B bileşenlerini enjeksiyondan önce homojen bir şekilde karıştırır | Karıştırma verimliliği, düşük kesme ısıtması |
| Soğuk Enjeksiyon Namlusu ve Vidası | Erken kürlenmeyi önlerken malzemeyi iletir ve enjekte eder | Soğutulmuş su soğutma, 5–15°C |
| Isıtmalı Sıkma Ünitesi ve Kalıp | Kalıbı basınç altında kapalı tutar ve kürleme ısısı sağlar | 150–220°C, boşluk başına sıkma kuvveti |
| Soğuk Yolluk Sistemi | Kürlenmiş dökümü boşa harcamadan malzemeyi boşluklara iletir | Sıfıra yakın atık, termal olarak izole edilmiş |
| Kontrol Sistemi (CNC/PLC) | Enjeksiyon hızını, basıncını, sıcaklığını ve zamanlamasını yönetir | Proses tekrarlanabilirliği, veri kaydı |
Silikon Enjeksiyon Kalıplamaya Özel Kalıp Tasarımı Hususları
Silikon enjeksiyonlu kalıplama için kalıp tasarımı, termoplastik kalıplamadan önemli ölçüde farklı olan faktörlere dikkat edilmesini gerektirir. Silikonun LSR formundaki düşük viskozitesi (genellikle ağır krema veya krep hamuruyla karşılaştırıldığında) kalıp ayırma yüzeyleri arasındaki en küçük boşluğa kolayca akacağı ve işlem sonrası çıkarılması gereken çapak üreteceği anlamına gelir. Çapaksız veya neredeyse parlamasız silikon kalıplama, milyonlarca döngü boyunca bu toleransları korumak için tipik olarak 2-5 mikron aralığında son derece sıkı ayırma yüzeyi düzlük toleransları ve 48 HRC'nin üzerinde sertliğe sahip hassas taşlanmış takım çeliği gerektirir.
Silikon kalıp tasarımında havalandırma kritik öneme sahiptir çünkü boşluk ceplerinde sıkışan hava, bazı gözenekli işlemlerde olduğu gibi malzemeden kaçamaz; sıkışan hava boşluklara, kısa atışlara veya yüzey kusurlarına neden olur. Her boşluğun ayırma hattında ve son doldurma noktalarında 3-8 mikron kadar sığ havalandırma kanalları bulunur. Fırlatma sistemi tasarımı aynı zamanda kürlenmiş silikon parçaların yüksek esnekliğini ve yüzey yapışmasını da hesaba katmalıdır; ince duvarlı özellikleri yırtılmadan veya bozmadan kalıptan çıkarma, tipik olarak dikkatli taslak açısı tasarımı, yüzey dokusu oluşturma veya PTFE gibi yapışmayı önleyici kaplamaların veya boşluk yüzeylerinde plazma yüzey işlemlerinin kullanılmasını gerektirir.
Silikon Enjeksiyon Kalıplamanın Hizmet Verdiği Endüstriler ve Uygulamalar
Silikonun olağanüstü malzeme özellikleri ve enjeksiyon kalıplama yoluyla elde edilebilen hassasiyetin birleşimi, silikon/kauçuk enjeksiyon kalıplama makinelerini oldukça çeşitli endüstrilerde üretimin merkezi haline getirir. Her sektör, silikonun performans özelliklerinin farklı bir alt kümesinden yararlanır ve yüksek hacimlerde sıkı toleranslarla karmaşık geometriler üretme yeteneği, enjeksiyon kalıplamayı hepsinde tercih edilen üretim yöntemi haline getirir.
- Tıp ve eczacılık: Silikonun biyouyumluluğu, sterilize edilebilirliği ve kimyasal inertliği, onu kateter bileşenleri, implante edilebilir cihaz contaları, cerrahi alet kulpları, solunum maskeleri ve ilaç dağıtım valfi membranları için tercih edilen malzeme haline getirir. LSR enjeksiyon kalıplama, bu parçaların tam süreç doğrulaması ve izlenebilirlik ile Sınıf III tıbbi cihaz standartlarında üretilmesine olanak tanır.
- Otomotiv: Kaput altı uygulamalara yönelik konnektör contaları, salmastra halkaları, buji kapakları, turboşarj hortumları ve contalar, silikonun aracın ömrü boyunca -60°C ila 200°C arasındaki sıcaklıklarda sızdırmazlık performansını koruma becerisine dayanır.
- Tüketici elektroniği: Giyilebilir cihazlar için koruyucu kapaklar, düğme membranları, su geçirmez contalar ve kulaklık uçları, tutarlı boyutsal doğrulukla yılda milyonlarca parça üreten yüksek kavitasyonlu aletlerde LSR'den enjeksiyonla kalıplanmıştır.
- Bebek ve gençlere yönelik ürünler: Gıdaya uygun ve FDA uyumlu LSR bileşimlerinden yapılan biberon emzikleri, emzikler, diş kaşıyıcıları ve besleme kaşığı uçları, sıkı hijyenik üretim protokolleriyle çok boşluklu kalıplarda üretilmektedir.
- Endüstriyel ve enerji: Yüksek gerilim iletim ekipmanı, pompa diyaframları, çek valfler ve kimyasal işleme contaları için elektrik yalıtkan muhafazaları, zorlu dış mekan ve proses ortamlarında silikonun elektriksel direnç, UV stabilitesi ve kimyasal direnç kombinasyonundan yararlanır.
Ark fırınlarına beslenen kuvarsit cevherinden tıbbi bir implant üzerindeki hassas kalıplanmış silikon contaya kadar, silikonun ham maddeden bitmiş ürüne olan yolculuğu, yakın koordinasyon içinde çalışan endüstriyel kimya ve hassas mühendisliklerden biridir. Silikon/kauçuk enjeksiyonlu kalıplama makinesi, bu değer zincirinin merkezinde yer alır ve dikkatlice formüle edilmiş termoset polimeri, modern yaşamı tanımlayan ürünlere görünmez ancak vazgeçilmez bir şekilde yerleştirilen boyutsal olarak doğru, yüksek performanslı bileşenlere dönüştürür.