LSR Enjeksiyon Kalıplamayı Temelde Farklı Kılan Nedir?
Sıvı silikon kauçuk (LSR) enjeksiyon kalıplama, neredeyse her kritik parametrede geleneksel termoplastik enjeksiyon kalıplamadan farklı olan hassas bir üretim sürecidir. Termoplastik kalıplama, ısıtılmış bir malzemeyi katılaşmak için soğutulmuş bir kalıba enjekte ederken, LSR kalıplama bunun tersini yapar: Soğuk, iki bileşenli bir sıvı silikon bileşiği, ısıtılmış bir kalıba enjekte edilir ve burada ilave kürleme reaksiyonuna tabi tutulur ve esnek, dayanıklı bir elastomerik parça halinde kalıcı olarak vulkanize edilir. Bu termal dönüşüm (sıcak bir kalıba soğuk enjeksiyon), başarılı LSR üretimi için gereken tüm makine mimarisini, kalıp tasarım felsefesini ve süreç kontrol stratejisini tanımlar. Bu temel tersine dönüşü anlamak, bir LSR enjeksiyon kalıplama makinesini belirleyen, çalıştıran veya tasarlayan herkes için başlangıç noktasıdır.
LSR bileşikleri iki parçalı sistemler olarak sağlanır: Bölüm A, platin katalizörlü baz polimeri içerir ve Bölüm B, çapraz bağlayıcı ve inhibitör paketini içerir. Bu iki bileşen erken sertleşmeyi önlemek için ayrı ayrı depolanır, makinenin dozaj sistemi tarafından 1:1 oranında ölçülür, enjeksiyondan hemen önce statik bir karıştırıcıda karıştırılır ve kalıba termal olarak şartlandırılmış, yüksek düzeyde kontrollü bir akışla iletilir. Erken jelleşmeyi önlemek için tüm malzeme taşıma ve enjeksiyon sistemi 5°C ila 25°C arasındaki sıcaklıklarda tutulmalıdır; kalıp hızlı tam kürlenmeyi sağlamak için aynı anda 150°C ila 220°C'de çalışır. Makine ve kalıp boyunca bu termal kontrastın yönetilmesi, LSR enjeksiyon kalıplamanın temel mühendislik zorluğudur.
LSR Enjeksiyon Makinesinin Temel Bileşenleri
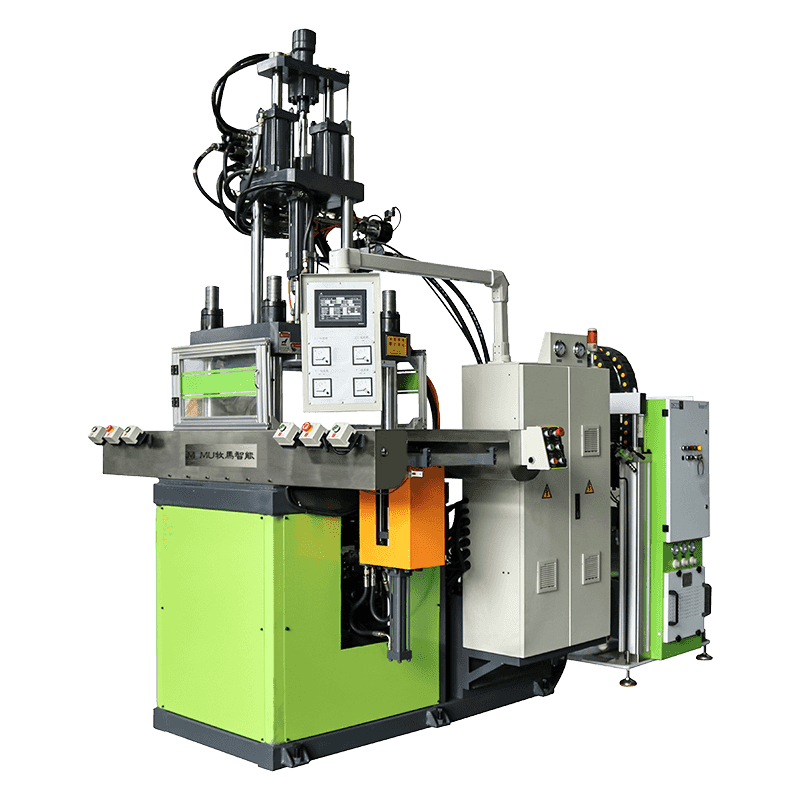
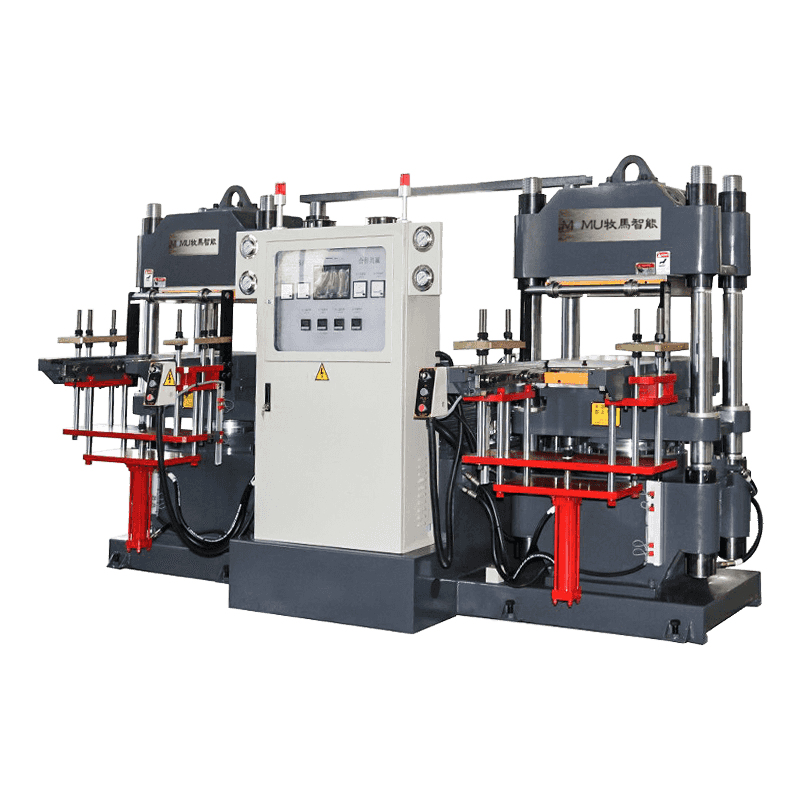
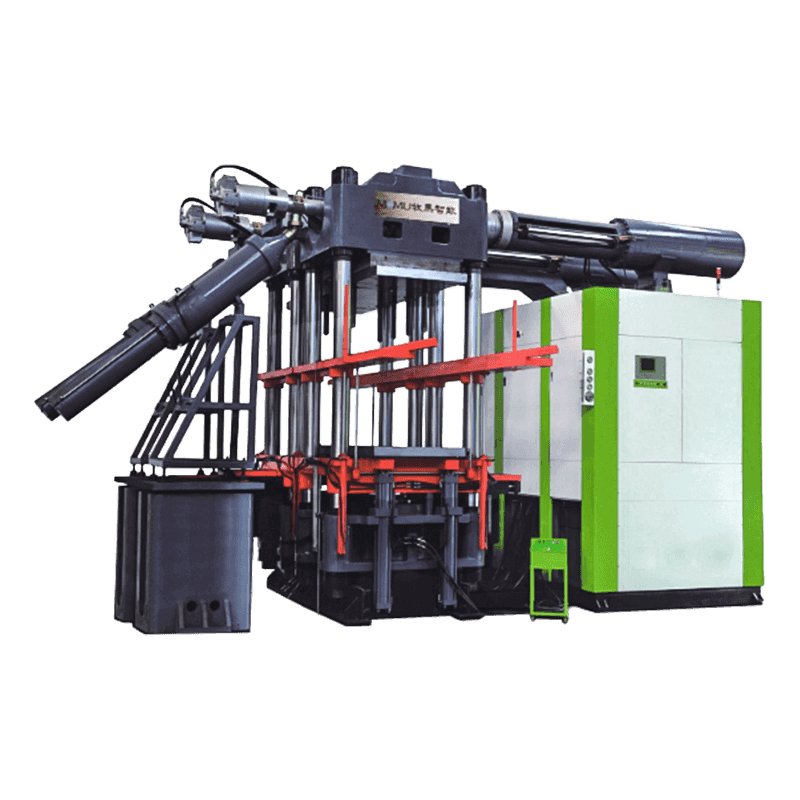
bir LSR enjeksiyon kalıplama makinesi tutarlı parça kalitesi sağlamak için hassas bir koordinasyon içinde çalışması gereken çeşitli alt sistemlerden oluşan entegre bir sistemdir. Namlu ve vidanın plastikleştirme ve enjeksiyon gerçekleştirdiği standart termoplastik enjeksiyon makinesinin aksine, LSR makinesinin enjeksiyon ünitesi düşük viskoziteli, termal olarak hassas iki bileşenli sıvıyı işlemek için özel olarak üretilmiştir. Her alt sistem süreçte belirli ve ikame edilemez bir rol oynar.
İki Bileşenli Ölçüm ve Dozajlama Sistemi
Ölçüm sistemi, malzeme yüzeyinde sabit basınç sağlayan ve hava sürüklenmesini önleyen takip plakalarını kullanarak A Kısımını ve B Kısmını besleme varillerinden veya kovalardan çeker. Hassas dişli pompalar veya piston tipi ölçüm pompaları, her iki bileşeni aynı anda hassas bir şekilde kontrol edilen 1:1 hacimsel oranda iletir; oran doğruluğu, tutarlı çapraz bağlantı yoğunluğunu ve nihai sertliği sağlamak için tipik olarak ±%1 dahilinde tutulur. Çoğu sistemde aynı zamanda bir pigment dozaj hattı da bulunur; bu, renkli masterbatch'i veya fonksiyonel katkı maddelerini karıştırma kafasına programlanabilir oranlarda sunan üçüncü bir ölçüm akışıdır ve manuel bileşik hazırlamaya gerek kalmadan çok renkli veya katkı maddesi dozajlı üretime olanak tanır. Dozaj devresindeki basınç sensörleri ve akış ölçerler, oran kayması veya akış anormallikleri tespit edilirse alarmları tetikleyen ve makineyi durduran gerçek zamanlı geri bildirim sağlar.

Statik Karıştırma ve Soğuk Yolluk Sistemi
Ölçümden sonra, iki bileşen tek kullanımlık bir statik karıştırıcıdan geçer; bu, tipik olarak bileşiğin viskozitesine ve istenen karışım kalitesine bağlı olarak 20 ila 40 karıştırma elemanı içinde, tam homojen harmanlama elde edilene kadar malzeme akışlarını kademeli olarak bölen ve yeniden birleştiren bir dizi sarmal karıştırma elemanı içeren bir tüptür. Karışık bileşik daha sonra sıcak kalıp sıcaklık kontrolünden bağımsız olarak çalışan su soğutma devrelerini kullanarak enjeksiyon haznesiyle aynı soğuk sıcaklıkta (tipik olarak 20°C'nin altında) tutulan termal olarak izole edilmiş bir manifold olan kalıptaki soğuk yolluk sistemine girer. Soğuk yolluk, kürlenmemiş LSR'yi atışlar arasında muhafaza ederek malzeme israfını önler ve soğuk yolluk kanalı ve yolluklar sıvı kaldığı ve kalıbın açılmasıyla birlikte geri çekildiği için otomatik geçiş gidermeyi mümkün kılar ve kırpılacak veya geri dönüştürülecek kürlenmiş yolluk hurdası bırakmaz.
Enjeksiyon Namlusu ve Pistonlu Vida
Enjeksiyon tamburu, karışık LSR bileşiğini soğuk yolluk manifoldundan alır ve bir miktar malzeme biriktirmek ve bunu kalıp boşluklarına enjekte etmek için düşük sıkıştırmalı ileri geri hareket eden bir vida kullanır. Kesme yoluyla ısı üretmek üzere tasarlanan termoplastik vidaların aksine, LSR enjeksiyon vidaları çok düşük sıkıştırma oranlarına sahiptir (tipik olarak 1:1 ila 1,2:1) ve namluda erken sertleşmenin tetiklenmesini önlemek için malzemeyi minimum kesme ısınmasıyla taşımak üzere tasarlanmıştır. Malzeme sıcaklığını platin katalizörün aktivasyon eşiğinin altında tutmak için tüm namlu düzeneği su soğutmasıyla kaplanmıştır. LSR kalıplamada püskürtme boyutu doğruluğu kritik öneme sahiptir çünkü malzeme çok düşük viskoziteye sahiptir ve püskürtme hacmi boşluk hacmini aştığında küçük boşluklarda bile parlayacaktır; LSR için tipik enjeksiyon basıncı 100 ila 250 bar arasında değişir; bu, termoplastik enjeksiyon basınçlarından önemli ölçüde daha düşüktür.
LSR İşleme Özel Kalıp Tasarım Prensipleri
LSR kalıp tasarımı, birçok açıdan termoplastik kalıp tasarımının tersi olan ilkeleri takip eder. LSR sertleşme sırasında hafifçe büzüştüğünden (bileşik ve kür koşullarına bağlı olarak tipik olarak %2-4 doğrusal büzülme) ve kürlenmemiş durumda son derece düşük viskoziteye sahip olduğundan, kalıbın daha sıkı ayrım çizgisi toleransları, daha agresif havalandırma stratejileri ve boşluk boyunca hızlı ve eşit kürleşmeyi destekleyen bir termal mimari ile tasarlanması gerekir. Kalıp yapımında tipik olarak P20 veya H13 kalitesinde sertleştirilmiş takım çeliği kullanılır; kavite yüzeyleri tıbbi, optik veya tüketici sınıfı LSR parçalarında gerekli yüzey kalitesini elde etmek için Ra 0,05 µm veya daha iyisine kadar cilalanır.
Ayırma Hattı Toleransları ve Flaş Önleme
LSR'nin düşük viskozitesi (enjeksiyon sıcaklığında tipik olarak 50.000 ila 300.000 mPa·s), enjeksiyon basıncında 0,004 mm kadar küçük boşluklara nüfuz edeceği ve son derece ince, kesilmesi zor ve hassas uygulamalarda kabul edilemez bir flaş üreteceği anlamına gelir. Ayırma hattı yüzeyleri, kalıp yüzeyi boyunca 0,005 mm'ye kadar düz bir şekilde taşlanmalıdır ve sıkıştırma kuvveti, enjeksiyon ve kürleme boyunca ayırma hattını boşluk basıncına karşı kapalı tutmaya yeterli olmalıdır. Gerekli sıkma kuvveti, öngörülen parça alanına ve tepe boşluk basıncına göre hesaplanır ve tipik olarak 1,5 ila 2 güvenlik faktörü uygulanır. Küçük tıbbi bileşenler üreten çok boşluklu bir LSR kalıbı için, 50 ila 150 tonluk sıkma kuvvetleri, mütevazı dozaj boyutlarına sahip makineler için bile yaygındır.
Havadan Tahliye için Havalandırma Stratejisi
LSR kalıp boşluklarında sıkışan hava, gazın eriyik tarafından emildiği bazı termoplastik işlemlerde olduğu gibi malzemeden kaçamaz. LSR'de hapsolmuş hava, özellikle şeffaf veya yarı saydam LSR bileşiklerinde görülebilen boşluklar, eksik dolgular ve yüzey kusurları üretir. LSR kalıp tasarımında iki havalandırma stratejisi kullanılır: son dolum konumlarına yerleştirilen 0,003 ila 0,005 mm derinliğindeki hassas zemin ayırma hattı havalandırmaları yoluyla pasif havalandırma ve bir vakum pompasının kapalı kalıp boşluklarını enjeksiyondan hemen önce özel havalandırma kanalları aracılığıyla boşalttığı aktif vakumlu havalandırma. Karmaşık geometrili parçalar, 0,5 mm'nin altındaki ince duvarlar veya implante edilebilir tıbbi bileşenlerde olduğu gibi sıfır boşluk içeriğinin kalite gereksinimi olduğu uygulamalar için vakum destekli LSR kalıplama zorunludur.
Termal Tasarım ve Isıtma Sistemi Yerleşimi
Düzgün kalıp sıcaklığı, özellikle boşluklar arasındaki sıcaklık değişiminin farklı sertlik, büzülme ve mekanik özelliklere sahip parçalar ürettiği çok boşluklu takımlarda, tüm boşluklarda tutarlı kürleme oranı için gereklidir. Elektrikli kartuş ısıtıcıları, LSR kalıpları için en yaygın ısıtma yöntemidir; sabit durum üretim koşullarında ölçüldüğünde boşluk yüzeyi boyunca ±3°C sıcaklık homojenliği sağlayan hassas şekilde yerleştirilmiş modellere monte edilir. LSR görevine özel kalıp sıcaklık kontrolörleri ±1°C'lik ayar noktası doğruluğunu korur ve her döngüde sıcak kalıp yüzeyine soğuk LSR enjekte edilmesinin neden olduğu ısı çıkışına hızla yanıt verir. Termokuplun kalıp tabanı yerine boşluk yüzeyinin 5 mm yakınına yerleştirilmesi, daha iyi temsili boşluk sıcaklığı geri bildirimi ve daha sıkı kontrol sağlar.
Temel Proses Parametreleri ve Parça Kalitesine Etkileri
Tutarlı, hatasız parçalar üretmek için LSR enjeksiyon kalıplama prosesinin kontrol edilmesi, her proses parametresinin nihai sonucu nasıl etkilediğinin anlaşılmasını gerektirir. Aşağıdaki tablo kritik parametreleri, bunların tipik çalışma aralıklarını ve öncelikle etkiledikleri kalite özelliklerini özetlemektedir:
| Parametre | Tipik Aralık | Birincil Kalite Etkisi |
| Kalıp Sıcaklığı | 150–220°C | Tedavinin bütünlüğü, döngü süresi, büzülme |
| Enjeksiyon Hızı | 10–80 mm/s vida hızı | Doldurma dengesi, hava sıkışması, parlama riski |
| Enjeksiyon Basıncı | 100–250 bar | Boşluk doldurma, ayırma hattı flaşı |
| Tedavi Süresi | 15–90 saniye | Mekanik özellikler, parça yırtılabilirliği |
| Malzeme Sıcaklığı (varil) | 5–25°C | Kap ömrü, erken jelleşmenin önlenmesi |
| Dozaj Oranı (A:B) | 1:1 ± %1 | Sertlik, çapraz bağ yoğunluğu, sıkıştırma seti |
Sertleşme süresi özellikle etkilidir çünkü yetersiz kürlenmiş LSR parçaları kalıptan çıkarma sırasında yırtılırken aşırı kürleme, tam çapraz bağlantı yoğunluğuna ulaşıldığında mekanik özellikleri anlamlı bir şekilde iyileştirmeden döngü süresini boşa harcar. Belirli bir kalıp sıcaklığı için minimum sertleşme süresi, parçaların giderek daha kısa aralıklarla kalıptan çıkarıldığı ve kabul edilebilir minimum sertleşme süresi belirlenene kadar yırtılma mukavemeti ve sıkıştırma ayarı açısından test edildiği bir kürleme çalışması yoluyla belirlenir. Üretimde, normal proses değişimini hesaba katmak için minimum sertleşme süresine %10-15'lik bir güvenlik marjı eklenir.
Kalıplanabilirlik ve Performans için LSR Parçalarının Tasarlanması
LSR enjeksiyon kalıplama için parça tasarımı, malzemenin yüksek elastikiyet, düşük modül ve önemli kür büzülmesinden oluşan benzersiz kombinasyonunun dikkate alınmasını gerektirir. Hem termoplastik hem de sıkıştırmayla kalıplanmış silikon kauçuk tasarım yönergelerinden farklı olan çeşitli tasarım kuralları özellikle LSR için geçerlidir:
- Duvar kalınlığı bütünlüğü: LSR ince kesitlere kolayca akar, ancak son derece muntazam olmayan duvar kalınlığı, kalıptan çıkarmadan sonra çarpıklığa neden olan farklı sertleşme oranları ve artık gerilim üretir. Parça boyunca duvar kalınlığı değişimini maksimum 3:1 ve ideal olarak 2:1 oranında korumak bu etkiyi en aza indirir. Kalın ve ince kesitler arasındaki geçişler ani adımlardan ziyade yarıçaplı kademeli olmalıdır.
- Kalıptan çıkarma için taslak açıları: LSR'nin yüksek elastikiyeti, alttan kesilebilen kısımlar üzerinden esneyebileceği ve kalıptan çıkarılabileceği anlamına gelse de, iç duvarlardaki yan başına 3° ila 5°'lik taslak açıları, gereken kalıptan çıkarma kuvvetini azaltır ve kalıbın ömrünü uzatır. Dokulu veya yapıştırılmış yüzeyler için, parçanın çıkarılması sırasında yüzey dokusunun yırtılmasını önlemek amacıyla 5° ila 10°'lik daha yüksek taslak açıları önerilir.
- Kapının konumu ve boyutu: LSR geçitleri, malzemenin kalından inceye doğru akmasını sağlamak için parçanın en kalın kesitine yerleştirilmelidir, bu da ince özelliklerde kısa çekim riskini azaltır. Tünel kapıları ve pin kapıları, malzemenin elastik toparlanması nedeniyle LSR'de temiz bir şekilde kendi kendine geçiş yapar, bu da onları manuel düzeltme gerektiren tanık izleri bırakan kenar kapılara göre tercih edilir hale getirir.
- Boşluk boyutlarında büzülme telafisi: LSR, kalıptan çıkarma ve kürleme sonrası doğrusal olarak %2-4 oranında küçülür ve hedef parça boyutlarına ulaşmak için boşluk boyutlarının beklenen daralma kadar genişletilmesi gerekir. Büzülme bileşik durometresine, sertleşme sıcaklığına ve parça geometrisine göre değişir; bu nedenle, takım sonlandırılmadan önce her bir spesifik bileşik ve kalıp tasarımı için gerçek büzülmeyi kalibre etmek için ilk takım denemeleri önemlidir.
LSR Kalıplamada Yaygın Kusurlar ve Kök Nedenleri
LSR enjeksiyon kalıplama, iyi tasarlanmış kalıplar ve uygun şekilde yapılandırılmış makinelerle bile, sistematik teşhis ve çözülmesi için süreç ayarlaması gerektiren bir dizi yinelenen kusura karşı hassastır. Her bir kusurun temel nedeninin (makinede, kalıpta, malzemede veya süreç parametrelerinde olup olmadığına bakılmaksızın) belirlenmesi, telafi edici parametre değişiklikleriyle semptomun maskelenmesi yerine etkili bir düzeltici eylemin uygulanması için esastır.
- Flaş: Aşırı enjeksiyon basıncı, yetersiz sıkma kuvveti, aşınmış veya tolerans dışı ayırma hattı yüzeyleri veya kalıp boşluğu basıncı altında kalıp sapması nedeniyle oluşan en yaygın LSR hatası. Düzeltici eylemler arasında sıkma kuvveti yeterliliğinin doğrulanması, ayırma hattı yüzeylerinin yeniden taşlanması, enjeksiyon hızının ve basıncının azaltılması ve kalıp plakası düzlüğünün ve destek sütununun durumunun kontrol edilmesi yer alır.
- Kısa çekimler ve eksik dolgu: Yetersiz atış hacmi, tıkanmış havalandırma delikleri, hava sıkışması veya sıcaklık dalgalanması nedeniyle namluda veya soğuk yollukta kısmen jelleşmiş malzemeden kaynaklanır. Havalandırma kanallarının kontrol edilmesi ve temizlenmesi, namlu ve soğuk yolluk sıcaklıklarının doğrulanması ve atış hacminin biraz arttırılması ilk teşhis adımlarıdır.
- Kalıptan çıkarma sırasında yırtılma: Yetersiz kürlenme süresi veya düşük kalıp sıcaklığı nedeniyle yetersiz kürlenmeyi gösterir. Bekleme süresinin uzatılması veya kalıp sıcaklığının 5–10°C artırılması yırtılma sorunlarının çoğunu çözer. Karmaşık geometride kalıcı yırtılma, parça geometrisinin çıkarma sırasında tasarım değişikliği gerektiren gerilim konsantrasyonları oluşturduğu bir kalıp tasarımı sorununa işaret edebilir.
- Boşluklar arasındaki sertlik değişimi: Farklı boşluklarda farklı kürlenme oranları üreten, boşluk plakası boyunca eşit olmayan kalıp sıcaklığının neden olduğu durumdur. Üretim sırasında kalıp yüzeyinin termokupl haritalaması, sıcak ve soğuk bölgeleri tanımlar ve spesifikasyon dahilinde termal homojenliği sağlamak için ısıtıcı yerleşimi veya güç dağıtımı ayarları yapılır.