İzolatörler enjeksiyon kalıplama makineleri elektrik bileşenlerinin üretiminde, özellikle de güç iletiminde, dağıtım sistemlerinde ve çeşitli elektrik uygulamalarında kullanılan yüksek kaliteli yalıtım malzemelerinin üretiminde kritik bir ilerlemeyi temsil etmektedir. Bu özel makineler, sıkı elektriksel güvenlik standartlarını ve performans gereksinimlerini karşılayan yalıtkan bileşenler oluşturmak için hassas mühendisliği gelişmiş polimer işleme teknolojisiyle birleştirir. Bu makinelerin gelişimi, üreticilerin yalıtkan üretimine yaklaşımını değiştirerek, modern elektrik altyapısı için gerekli olan daha yüksek çıktı hacimlerini, gelişmiş tutarlılığı ve gelişmiş malzeme özelliklerini mümkün kıldı.
Güç şebekeleri genişledikçe ve yenilenebilir enerji sistemleri çoğaldıkça, güvenilir elektrik yalıtkanlarına olan küresel talep artmaya devam ediyor. Enjeksiyon kalıplama teknolojisi, elektrik yalıtımı için gerekli kritik dielektrik özellikleri korurken mükemmel boyutsal doğrulukla karmaşık geometriler üretme yeteneği nedeniyle tercih edilen üretim yöntemi olarak ortaya çıkmıştır. Bu makinelerin yeteneklerini, seçim kriterlerini ve operasyonel hususlarını anlamak, üretim süreçlerini optimize etmek ve pazara üstün yalıtım ürünleri sunmak isteyen üreticiler için çok önemlidir.
İzolatör Enjeksiyonlu Kalıplamanın Arkasındaki Temel Teknolojiyi Anlamak
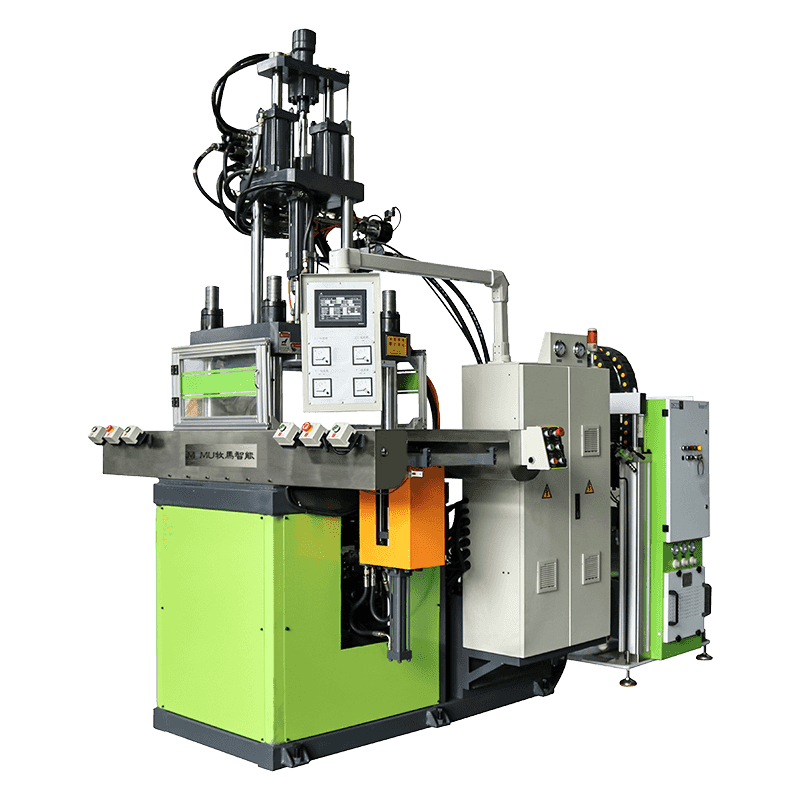
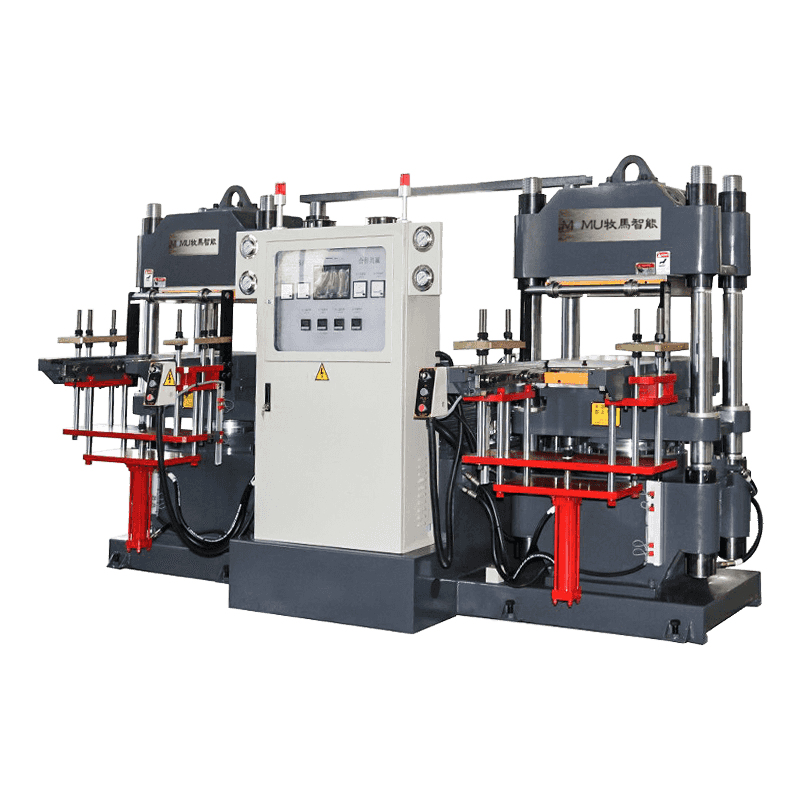
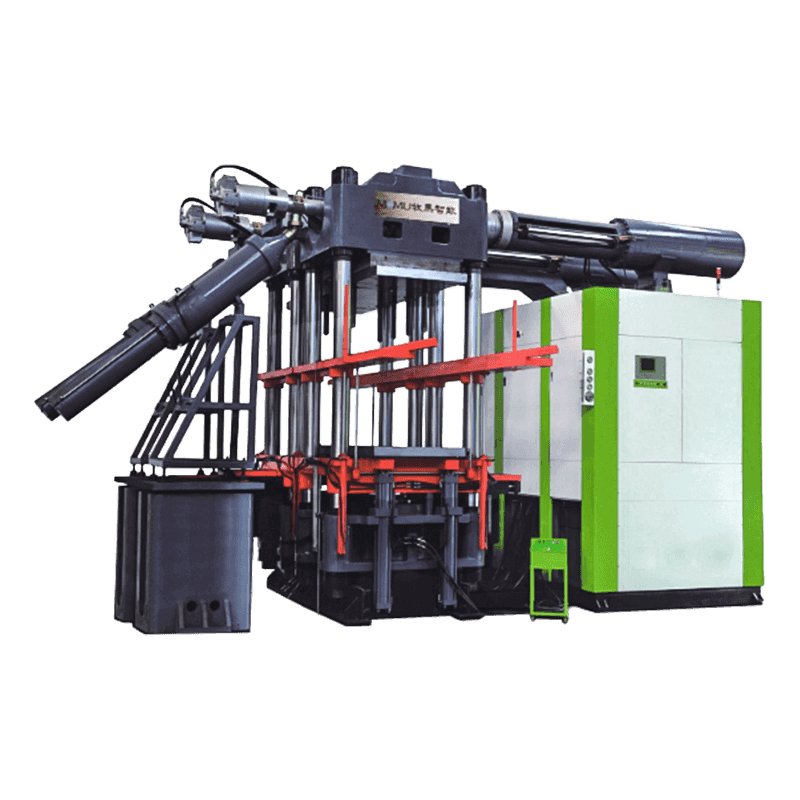
İzolatör enjeksiyonlu kalıplama makineleri, mükemmel yalıtım özelliklerine sahip termoplastik ve termoset malzemelerin işlenmesi için özel olarak uyarlanmış temel prensiplerle çalışır. İşlem, genellikle epoksi reçineler, silikon kauçuk, polietilen veya diğer özel bileşikler gibi ham polimer malzemelerin, eritilip homojenleştirildiği ısıtılmış bir varile beslenmesiyle başlar. Erimiş malzeme daha sonra yüksek basınç altında yalıtkan bileşenin nihai şeklini ve boyutlarını tanımlayan hassas mühendislikle tasarlanmış kalıplara enjekte edilir.
Yalıtkan enjeksiyonlu kalıplama makinelerini standart enjeksiyonlu kalıplama ekipmanından ayıran şey, belirli elektriksel ve termal özelliklere sahip malzemeleri işlemek için özel konfigürasyonlarıdır. Bu makineler, genellikle dar işleme pencerelerine sahip olan yalıtkan polimerler için en uygun işleme koşullarını koruyan hassas sıcaklık kontrol sistemlerini içerir. Enjeksiyon üniteleri, değişen viskozitelere sahip malzemeleri işlemek üzere tasarlanmıştır ve dielektrik mukavemetini tehlikeye atabilecek hava ceplerini ortadan kaldırmak için vakumla gaz giderme gibi özellikler içerebilir.
Bu makinelerdeki kenetleme sistemi, yalıtım malzemelerinin termal genleşme özelliklerine uyum sağlarken enjeksiyon sırasında kalıpları kapalı tutmak için yeterli kuvveti sağlamalıdır. Modern makineler tipik olarak, nihai ürünün elektriksel özelliklerini, mekanik mukavemetini ve yüzey kaplamasını doğrudan etkileyen parametreler olan enjeksiyon hızı, basınç ve tutma süresi üzerinde hassas kontrol sağlayan servo-hidrolik veya tamamen elektrikli tahrik sistemlerine sahiptir.
İzolatör Enjeksiyonlu Kalıplamada İşlenen Anahtar Malzemeler
Uygun yalıtım malzemelerinin seçimi, başarılı yalıtkan üretiminin temelidir. Farklı uygulamalar, belirli elektriksel, mekanik ve çevresel direnç özelliklerine sahip malzemeler gerektirir. Bu malzemeleri anlamak, üreticilerin doğru makine konfigürasyonunu ve işleme parametrelerini seçmesine yardımcı olur.
| Malzeme Türü | Birincil Uygulamalar | Anahtar Özellikler |
| Epoksi Reçineler | Yüksek gerilim izolatörleri, burçlar | Mükemmel dielektrik mukavemeti, termal kararlılık |
| Silikon Kauçuk | Dış mekan izolatörleri, kablo aksesuarları | Hava koşullarına dayanıklılık, hidrofobiklik, esneklik |
| Polietilen (PE) | Kablo yalıtımı, alçak gerilim bileşenleri | Düşük dielektrik kaybı, nem direnci |
| BMC/DMC Bileşikleri | Devre kesici parçaları, şalt cihazı | Ark direnci, boyutsal kararlılık |
Her malzeme kategorisi, özel makine konfigürasyonları ve işleme parametreleri gerektirir. Epoksi reçineler ve BMC bileşikleri gibi ısıyla sertleşen malzemeler, kalıp içindeki kürleme sürecini başlatmak ve kontrol etmek için özel vida tasarımlarına ve ısıtma profillerine sahip makineler gerektirir. Bu malzemeler sertleştikten sonra yeniden eritilemez; bu da atıkların en aza indirilmesi ve tutarlı kalitenin sağlanması için proses kontrolünü kritik hale getirir. Bunun tersine, polietilen gibi termoplastik malzemeler yeniden işleme esnekliği sunar ancak optimum kristallik ve elektriksel özelliklere ulaşmak için hassas soğutma kontrolü gerektirir.
Kritik Makine Özellikleri ve Seçim Kriterleri
Uygun yalıtkan enjeksiyonlu kalıplama makinesinin seçilmesi, üretim gereksinimlerine ve ürün özelliklerine uygun çok sayıda teknik spesifikasyonun dikkatli bir şekilde değerlendirilmesini gerektirir. Sıkıştırma kuvveti, yalıtkan üretimi için genellikle 50 ila 2000 ton arasında değişen en temel spesifikasyonlardan birini temsil eder. Bu parametre, enjeksiyon basıncını dengelemek ve çapak oluşumuna ve boyutsal yanlışlıklara neden olabilecek kalıp ayrılmasını önlemek için yeterli olmalıdır. Gerekli bağlama kuvveti, parçanın öngörülen alanına ve karmaşık geometrileri doldurmak için gereken enjeksiyon basıncına bağlıdır.
Enjeksiyon kapasitesi ve dozaj boyutu, tek bir döngüde enjekte edilebilecek maksimum malzeme miktarını belirler. Yalıtkan üretimi için bu spesifikasyonun yalnızca parça hacmini değil aynı zamanda yolluk sistemini ve olası atıkları da hesaba katması gerekir. Tutarlı plastikleştirme sağlamak ve namluda aşırı kalma süresinden kaynaklanan malzeme bozulmasını önlemek için makineler tipik olarak %40-70 atış kapasitesi kullanımıyla seçilir.
Makine özelliklerini değerlendirirken aşağıdaki faktörler önemlidir:
- Belirli yalıtım malzemesine uygun vida tasarımı ve L/D oranı, azaltılmış sıkıştırma oranlarına sahip ısıyla sertleşen bileşikler için özel vidalar ve reaktif malzemeler için uygun çek valfler
- Hassas termal profilleri korumak için yeterli ısıtma ve soğutma kapasitesine sahip sıcaklık kontrol bölgeleri, özellikle dar işleme pencerelerine sahip malzemeler için kritik öneme sahiptir
- Çok aşamalı enjeksiyon profillerinin akış modellerini optimize etmesine ve iç gerilimleri en aza indirmesine olanak tanıyan enjeksiyon hızı ve basınç kontrol özellikleri
- Geniş kalıp yüzeylerinde tutarlı sıcaklıkları koruyabilen, genellikle ısıtma ve soğutma özelliklerine sahip harici sıcaklık kontrol üniteleri gerektiren kalıp sıcaklık kontrol sistemleri
- İzlenebilirlik ve tutarlı üretim sağlamak için veri kaydı, süreç izleme ve kalite kontrol entegrasyonu ile kontrol sistemi gelişmişliği
Kaliteli İzolatörler için Üretim Süreçlerinin Optimize Edilmesi
Yalıtkan üretiminde tutarlı kaliteye ulaşmak, enjeksiyon kalıplama prosesi parametrelerinin titizlikle optimize edilmesini gerektirir. İşleme koşulları ile son ürün özellikleri arasındaki ilişki karmaşıktır; birden fazla değişken etkileşim halinde olup elektriksel performansı, mekanik gücü ve boyutsal doğruluğu etkiler. Sıcaklık yönetimi, malzeme akış özelliklerini, ısıyla sertleşen malzemelerin sertleşme oranlarını ve termoplastiklerdeki kristalleşme davranışını etkileyen belki de en kritik faktördür.
Namlu sıcaklık profilleri, işlenen spesifik malzemeye göre dikkatli bir şekilde oluşturulmalıdır. Epoksi bazlı izolatörler için, reçinenin erken sertleşmeden sıvı halde tutulması için sıcaklıklar genellikle 80-120°C arasında tutulur. Isıyla sertleşen malzemeler için kalıp sıcaklıkları, kabul edilebilir çevrim süreleri içerisinde tam kürlenmeyi kolaylaştırmak için genellikle 150-180°C olmak üzere önemli ölçüde daha yüksektir. Bu yüksek kalıp sıcaklıkları, termal stabiliteyi ve operatör güvenliğini korumak için özel ısıtma sistemleri ve yalıtım gerektirir.

Enjeksiyon Hızı ve Basınç Optimizasyonu
Enjeksiyon aşaması nihai ürünün iç yapısını ve yüzey kalitesini kritik derecede etkiler. Yüksek enjeksiyon hızları, polimeri bozabilecek veya zayıf arayüzler oluşturabilecek püskürtmeye, akış izlerine ve aşırı kesme ısınmasına neden olabilir. Tersine, aşırı yavaş enjeksiyon, özellikle ince kesitli veya uzun akış yollu karmaşık geometrilerde eksik doluma neden olabilir. Çok aşamalı enjeksiyon profilleri, üreticilerin toplu dolum için daha yüksek hızlar ve ardından kalıp tamamlanmaya yaklaştıkça daha düşük hızlar kullanarak bu rekabet eden gereksinimleri dengelemelerine olanak tanır.
Tutma basıncı ve süresi, malzeme soğudukça ve büzülürken kalıp boşluğunun yeterli şekilde doldurulmasını sağlar. Yalıtkanlar için boşlukları en aza indirmek ve boyutsal toleransları korumak için uygun paketleme önemlidir. Tutma basıncı tipik olarak maksimum enjeksiyon basıncının %40-70'i arasında değişir ve kapak katılaşana kadar korunur, böylece hacimsel büzülmeyi telafi ederken geri akışı önler.
Elektrik İzolatörleri için Kalıp Tasarımında Dikkat Edilecek Hususlar
Kalıp, yalıtkan enjeksiyonlu kalıplama sisteminde ürün kalitesini, üretim verimliliğini ve üretim maliyetlerini doğrudan etkileyen kritik bir bileşeni temsil eder. Yalıtkan kalıplar, tekdüze malzeme dağıtımını teşvik eden, stres konsantrasyonlarını en aza indiren ve barakalar, kaburgalar ve montaj donanımı arayüzleri gibi karmaşık geometrilerin tamamen doldurulmasını kolaylaştıran özellikler içeren, elektrik gereksinimlerine dikkatli bir şekilde dikkat edilerek tasarlanmalıdır.
Kapı tasarımı ve konumu nihai ürünün özelliklerini önemli ölçüde etkiler. Yalıtkanlar için kapılar genellikle dengeli dolum sağlayacak ve yüksek gerilimli alanlarda kaynak çizgilerini en aza indirecek şekilde konumlandırılır. Enjeksiyon basınçlarını azaltmak ve malzeme dağıtımını iyileştirmek amacıyla büyük izolatörler için çoklu kapı sistemleri kullanılabilir. Kapı tipi (kenar, denizaltı veya sıcak yolluk) malzeme özelliklerine, parça geometrisine ve estetik gereksinimlere göre seçilmelidir.
Nihai ürünün dielektrik gereklilikleri nedeniyle havalandırma, yalıtkan kalıplar için özellikle kritik öneme sahiptir. Sıkışmış hava, elektriksel gerilimi yoğunlaştıran boşluklar oluşturabilir ve erken arızaya yol açabilir. Akış sonlandırma noktalarında ve göbek pimlerinin etrafına, genellikle 0,02-0,05 mm derinliğinde yeterli havalandırma kanalları yerleştirilmelidir ve bu kanallar, malzemenin parlamasını önleyecek kadar sığ olmalıdır.
Kalite Kontrol ve Test Standartları
Yalıtkan imalatında kalite güvencesi, boyutsal doğrulamanın ötesine geçerek elektrik testlerini ve malzeme özelliği doğrulamasını kapsar. Modern yalıtkan enjeksiyonlu kalıplama operasyonları, kritik süreç parametrelerini gerçek zamanlı olarak takip eden, süreç stabilitesi hakkında anında geri bildirim sağlayan ve sapmalar meydana geldiğinde hızlı müdahaleye olanak tanıyan hat içi izleme sistemlerini içerir.
Kalıplanmış izolatörlere yönelik elektriksel test protokolleri tipik olarak, malzemenin belirli voltaj seviyelerine bozulmadan dayanma yeteneğini doğrulayan dielektrik dayanım testini içerir. Bu test, kalibre edilmiş yüksek voltaj test ekipmanı kullanılarak her üretim partisinden alınan numune parçalar üzerinde gerçekleştirilir. Ek elektrik testleri, yüksek voltaj uygulamaları için yüzey ve hacim direnci ölçümlerini, izleme direnci değerlendirmesini ve kısmi deşarj testini içerebilir.
Mekanik özellik testleri, yalıtkanların kurulum streslerine ve servis yüklerine dayanabilmesini sağlar. Yaygın testler arasında çekme mukavemeti, bükülme mukavemeti ve darbe direnci ölçümleri bulunur. Çevresel testler, hızlandırılmış hava koşulları, termal döngü ve kimyasallara veya UV radyasyonuna maruz kalma yoluyla yaşlanma etkilerini simüle ederek yalıtkanın uzun vadeli performans güvenilirliğini doğrular.
Bakım ve Operasyonel En İyi Uygulamalar
Yalıtkan enjeksiyonlu kalıplama makinelerinin optimum durumda tutulması, hem mekanik hem de termal sistemleri ele alan sistematik önleyici bakım programlarını gerektirir. Düzenli denetim ve servis, beklenmedik arıza sürelerini önler ve tutarlı ürün kalitesi sağlar. Hidrolik sistemler, duyarlı kontrolü sürdürmek ve kirlenmeyi önlemek için periyodik yağ değişiklikleri, filtre değişimleri ve basınç testlerini gerektirir. Servo-elektrikli makinelerde hassasiyet ve güvenilirliğin sağlanması için vidalı millerin, doğrusal kılavuzların ve elektrikli bileşenlerin düzenli olarak denetlenmesi gerekir.
Kovan ve vida düzeneği, yüksek sıcaklıklara ve yalıtım bileşimlerinde yaygın olarak kullanılan aşındırıcı dolgu maddelerine maruz kalması nedeniyle özel dikkat gerektirir. Aşınma kalıplarının düzenli olarak incelenmesi, malzeme değişiklikleri arasında uygun temizleme prosedürleri ve aşınmış bileşenlerin zamanında değiştirilmesi, kalite sorunlarını ve malzeme kirlenmesini önler. Doğru termal kontrolü sağlamak için sıcaklık sensörleri ve ısıtma elemanları periyodik olarak kalibre edilmelidir.
Operatör eğitimi, başarılı yalıtkan üretiminin genellikle hafife alınan bir yönünü temsil eder. İyi eğitimli personel, süreçteki sapmaların erken uyarı işaretlerini tespit edebilir, kalite sorunlarına uygun şekilde yanıt verebilir ve makine ayarlarını yeni ürünler veya malzemeler için optimize edebilir. Kapsamlı eğitim programları makinenin çalışmasını, güvenlik protokollerini, malzeme kullanımını, kalite kontrol prosedürlerini ve temel sorun giderme tekniklerini kapsamalıdır. Proses parametrelerinin, bakım aktivitelerinin ve kalite ölçümlerinin belgelenmesi, sürekli iyileştirmeyi mümkün kılar ve proses optimizasyonu ve problem çözümü için değerli veriler sağlar.