Kauçuk sıkıştırmalı kalıplama, kauçuk parça imalatında en eski ve en yaygın kullanılan işlemlerden biridir ve bu işlemin merkezinde yer alan makine - kauçuk sıkıştırmalı kalıplama makinesi - otomotiv, havacılık, endüstriyel sızdırmazlık ve tüketim malları sektörlerindeki üretim hatlarının temel taşı olmaya devam etmektedir. Enjeksiyon ve transfer kalıplama teknolojilerinin yükselişine rağmen, sıkıştırma kalıplama basitliği, takım maliyeti avantajları ve çok çeşitli kauçuk bileşikleri ve parça geometrileri için uygunluğu nedeniyle varlığını sürdürmektedir. Bu makinelerin nasıl çalıştığını, yüksek kaliteli ekipmanı ortalamadan ayıran şeyin ne olduğunu ve makine özelliklerini üretim ihtiyaçlarınızla nasıl eşleştireceğinizi anlamak, vulkanize kauçuk ürünlerle çalışan mühendisler, satın alma yöneticileri ve tesis operatörleri için çok önemlidir.
Kauçuk Sıkıştırma Kalıplama Makinesi Ne Yapar?
bir kauçuk sıkıştırma kalıplama makinesi doğrudan açık bir kalıp boşluğuna yerleştirilen önceden ölçülmüş kürlenmemiş kauçuk bileşiği yüküne kontrollü ısı ve basınç uygular. Makine kalıbı hidrolik basınç altında kapattığında, kauçuk boşluğun şekline uymaya zorlanır. Bileşiklere bağlı olarak genellikle 150°C ila 200°C arasındaki sürekli ısı, yumuşak, esnek kauçuk bileşiğini dayanıklı, elastik bir bitmiş parçaya dönüştüren kimyasal çapraz bağlama işlemi olan vulkanizasyonu tetikler. Sertleştirme döngüsü tamamlandıktan sonra kalıp açılır ve parça çıkarılır; bu da genellikle ayırma hattına akan fazla malzemenin kesilmesi için manuel çapak gidermeyi gerektirir.
Sıkıştırmalı kalıplama işlemi özellikle doğal kauçuk, EPDM, silikon, neopren, nitril (NBR) ve floroelastomerler (FKM/Viton) için çok uygundur. Yaygın olarak contalar, contalar, O-halkalar, titreşim sönümleyiciler, diyaframlar, burçlar ve özel kauçuk profiller üretmek için kullanılır. Kalıbın yükleme sırasında açık olması nedeniyle, sıkıştırma kalıplama, kumaşla güçlendirilmiş kauçuk, metal-kauçuk bağlı parçalara uyum sağlar ve enjeksiyonlu kalıplama işlemlerine göre daha doğal bir şekilde eklenir, bu da onu karmaşık kompozit kauçuk bileşenler için tercih edilen yöntem haline getirir.
Kauçuk Sıkıştırmalı Kalıplama Makinesinin Temel Bileşenleri
Bir sıkıştırmalı kalıplama makinesinin ana bileşenlerini anlamak, hem çalışma prensiplerini hem de farklı üreticilerin modellerini karşılaştırırken değerlendirilmesi gereken temel kalite faktörlerini açıklığa kavuşturur.
Hidrolik Sistem
Hidrolik sistem makinenin güç üreten kalbidir. Bir hidrolik pompa, sıvıyı hareketli plakayı harekete geçiren silindirlere yönlendirerek kalıbı kapatan ve kürleme döngüsü boyunca basıncı koruyan sıkıştırma kuvvetini üretir. Sıkıştırma kuvveti ton cinsinden ölçülür ve doğrudan ulaşılabilecek maksimum kalıp boyutunu ve boşluk basıncını belirler. Makineler, laboratuvar ve prototip çalışmaları için 10 ila 50 tonluk küçük tezgah üstü ünitelerden, otomotiv ve endüstriyel parçalar için 1.000 tonu aşan büyük üretim preslerine kadar çeşitlilik göstermektedir. Kürleşme sırasında hidrolik sistemin basınç stabilitesi kritik öneme sahiptir; dalgalanmalar bitmiş parçada boyutsal değişikliklere neden olur ve kauçukta eksik dolgu veya boşluklara neden olabilir.

Isıtmalı Plakalar
Üst ve alt plakalar kalıp yarımlarını tutan ve ısıyı bunlara aktaran düz, hassas taşlanmış metal plakalardır. Plakalar, elektrikli direnç elemanları, buhar veya kızgın yağ sirkülasyonu kullanılarak dahili olarak ısıtılır. Elektrikli ısıtma, hassas kontrol edilebilirliği ve bakım kolaylığı nedeniyle modern makinelerde en yaygın olanıdır. Buharlı ısıtma, hızlı ısınma oranları sunar ancak altyapı ve basınç yönetim sistemleri gerektirir. Merdane yüzeyi boyunca sıcaklık dağılımının düzgünlüğü, bir sıkıştırmalı kalıplama makinesi için en önemli kalite göstergelerinden biridir; merdane boyunca ±3°C'den fazla sıcaklık değişimi, düzensiz sertleşmeye neden olabilir ve bu da parçaların kalıp boyunca tutarsız sertlik, yoğunluk ve boyutsal doğruluğa sahip olmasına neden olabilir.
Kontrol Sistemi
Modern kauçuk sıkıştırmalı kalıplama makineleri, operatörlerin belirli kauçuk bileşikleri ve parça geometrileri için sıcaklık, basınç ve zaman ayarlarının kombinasyonlarını içeren kürleme tariflerini programlamasına ve saklamasına olanak tanıyan dokunmatik ekranlı HMI (insan-makine arayüzü) panellerine sahip PLC (programlanabilir mantık denetleyicisi) tabanlı kontrol sistemlerini kullanır. Gelişmiş makineler, çok aşamalı basınç kontrolü, otomatik kalıp solunumu (kürleme sırasında sıkışan havanın ve uçucu maddelerin kaçmasına izin veren kontrollü anlık basınç tahliyesi) ve üretim izleme ve kalite veri sistemleriyle entegrasyon sunar. Giriş seviyesi makineler, hassasiyeti ve izlenebilirliği sınırlayan ancak maliyeti azaltan daha basit röle tabanlı veya analog zamanlayıcı ve termostat kontrollerini kullanabilir.
Temel Proses Parametreleri ve Parça Kalitesini Nasıl Etkiler?
Kauçuk sıkıştırmalı kalıplama kalitesi, birbirine bağlı üç proses parametresi tarafından yönetilir: sıcaklık, basınç ve zaman. Belirli bir kauçuk bileşiği ve kalıp tasarımı için bunları doğru bir şekilde elde etmek, tutarlı üretimin temelidir.
| Parametre | Tipik Aralık | Çok Düşük Etkisi | Çok Yüksek Etkisi |
| Sıcaklık | 150°C – 200°C | Yetersiz tedavi; yumuşak, zayıf parçalar | Aşırı kür; kırılganlık, yüzey bozulması |
| Basınç | 5 – 15 MPa boşluk basıncı | Eksik doldurma; gözeneklilik; kısa çekimler | Aşırı flaş; küf hasarı |
| Tedavi Süresi | 2 – 20 dakika (bileşiğe bağlı) | Yetersiz tedavi; yapışkanlık; zayıf mekanik özellikler | Geriye Dönme (NR'de); boşa harcanan çevrim süresi |
Sertleşme süresi bileşiğe özeldir ve üretim başlamadan önce reometre testi (MDR - hareketli kalıp reometresi gibi aletler kullanılarak) yoluyla belirlenmelidir. Reometre, belirli bir sıcaklık için optimum sertleşme süresini (T90 — maksimum torkun %90'ına ulaşma süresi) gösteren bir sertleşme eğrisi oluşturur. Parçaları aşırı kürleme yerine T90'da çalıştırmak, mekanik özelliklerden ödün vermeden çevrim süresini ve enerji tüketimini azaltır. Pek çok üretim tesisi, izlenebilirliği korumak ve hammadde partileri değiştiğinde hızlı tarif ayarlamasına olanak sağlamak için, reometre kürleme verilerini PLC kürleme reçetelerinin yanında saklar.
Kauçuk Sıkıştırma Kalıplama Makinesi Çeşitleri
Kauçuk sıkıştırmalı kalıplama makineleri, her biri farklı üretim ölçeklerine ve parça gereksinimlerine uygun çeşitli yapısal ve operasyonel konfigürasyonlarda mevcuttur.
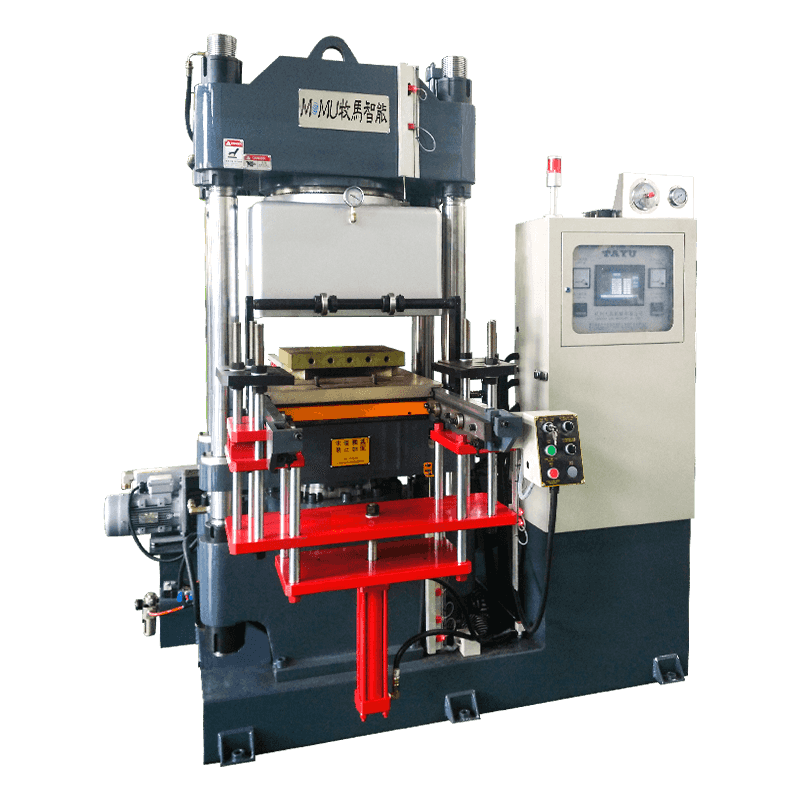
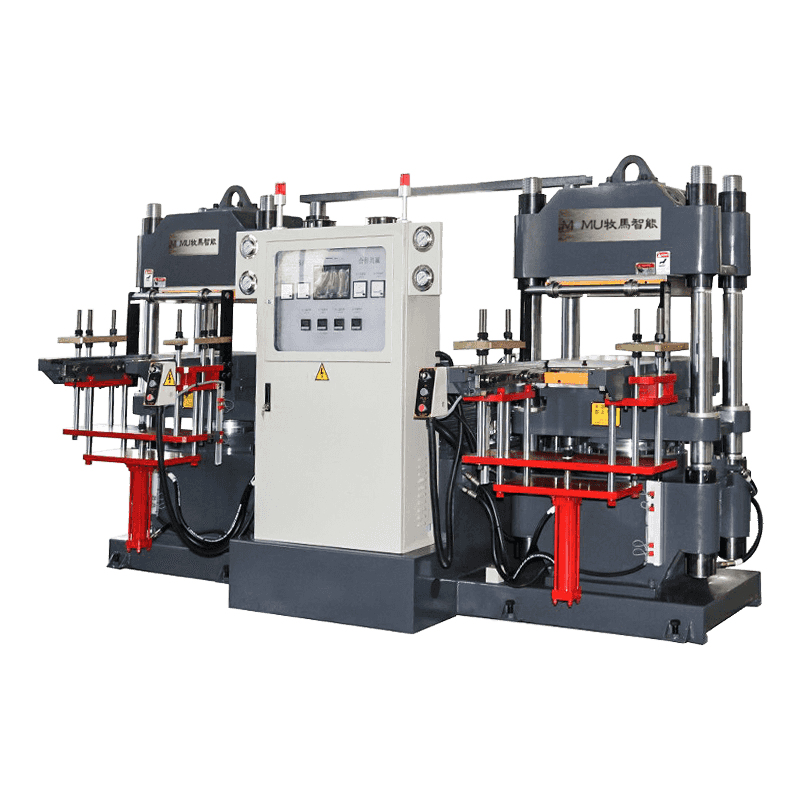
- Tek gün ışığı basın: Tek bir hareketle açılıp kapanan tek bir üst ve alt plaka setinden oluşan en yaygın konfigürasyon. Çalıştırılması ve bakımı basit olup çoğu standart kauçuk parça üretimi için uygundur. Tezgah üstü laboratuvar modellerinden büyük endüstriyel preslere kadar farklı boyutlarda mevcuttur.
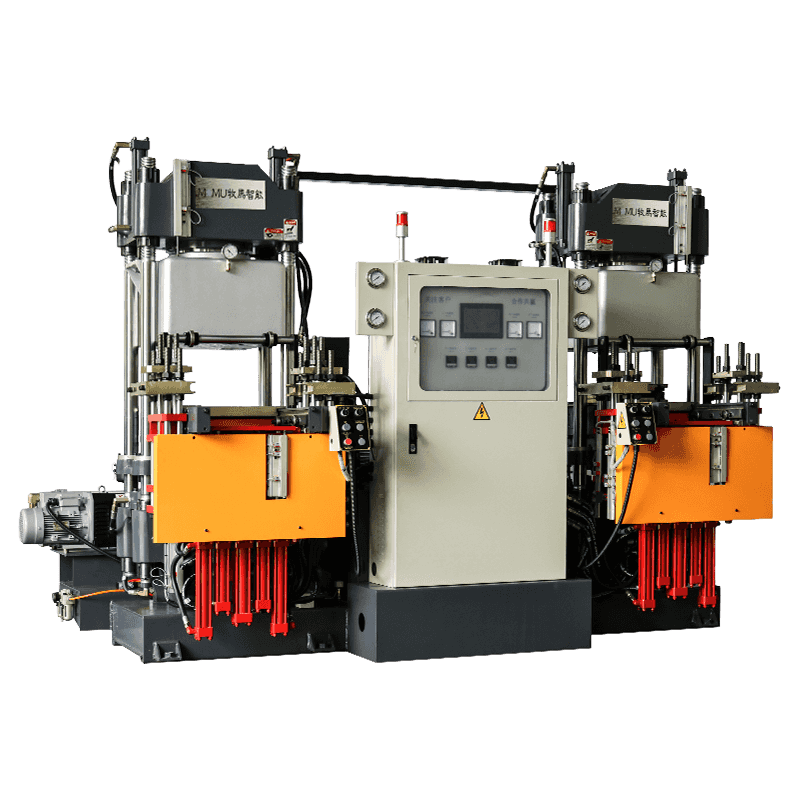
- Çoklu gün ışığı basın: Tek bir pres çerçevesinde dikey olarak istiflenmiş çoklu kalıp açma seviyelerine (gün ışığı) sahiptir ve tek bir pres döngüsünde birden fazla kalıbın aynı anda kürlenmesine olanak tanır. Makine ayak izi başına çıktıyı önemli ölçüde artırır ve yüksek hacimli conta ve conta üretiminde yaygın olarak kullanılır.
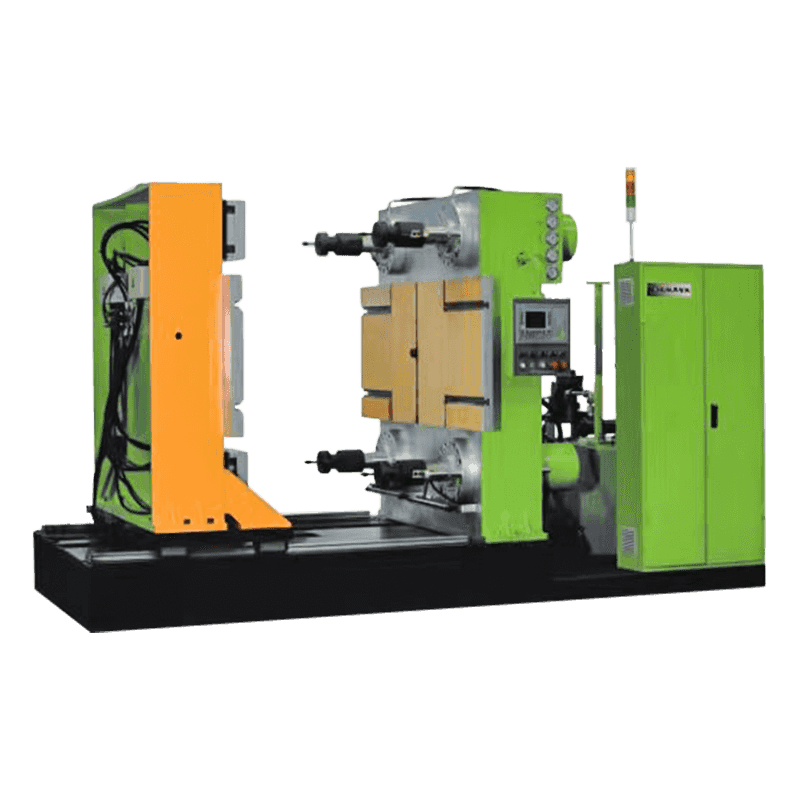
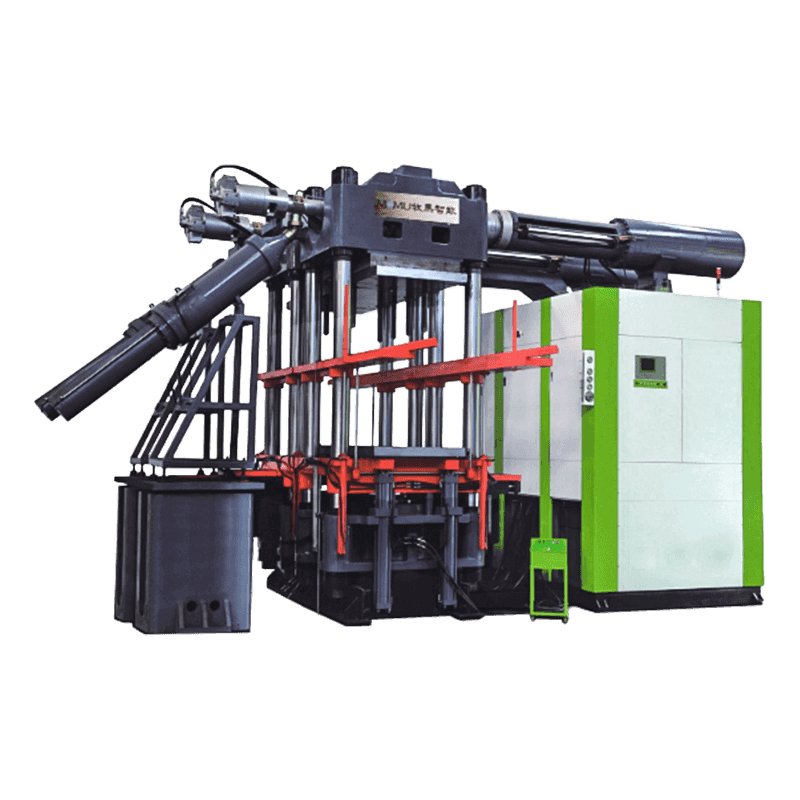
- Döner tabla presi: Yükleme, presleme ve boşaltma konumlarını indeksleyen kalıp istasyonlarından oluşan döner bir karusel kullanır. Küçük ve orta ölçekli parçaların yüksek hacimli üretimi için çok uygun olan, döngüler arasında operatörün daha az kapalı kalma süresiyle sürekli çalışmayı mümkün kılar.
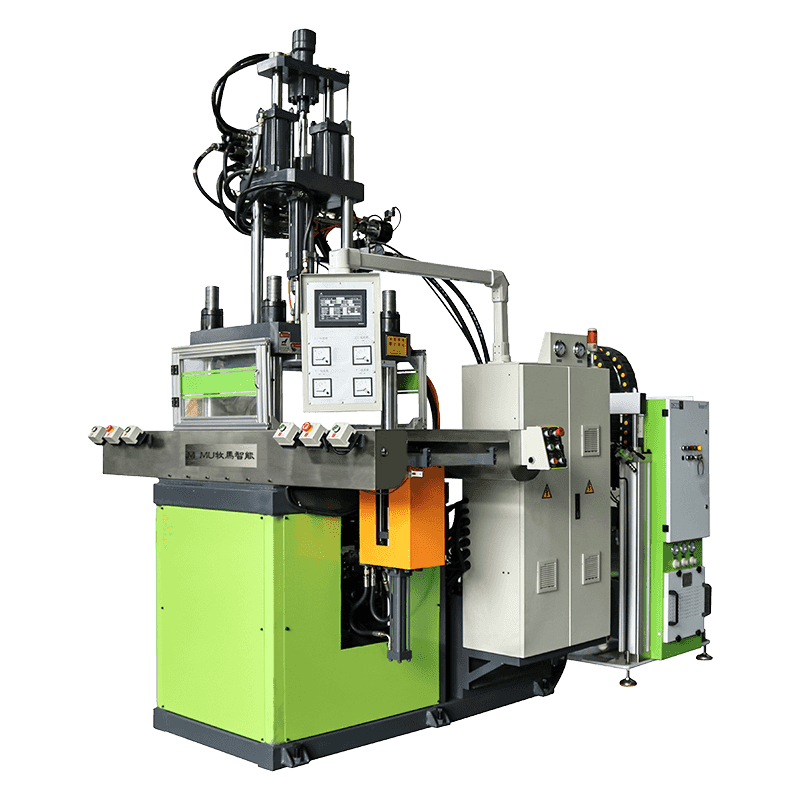
- Vakum sıkıştırmalı kalıplama makinesi: Kalıp alanı etrafında bir vakum odası bulunan bu makineler, kapatma öncesinde ve sırasında kalıp boşluğundaki havayı tahliye eder. Bu, tıbbi cihazlar, gıdayla temas eden contalar ve yüksek performanslı diyaframlar gibi silikon parçalar ve gözenekliliğin kabul edilemez olduğu diğer uygulamalar için kritik olan kauçukta hava sıkışmasını önler.
- Dört sütunlu hidrolik pres: Kalıp kapatma sırasında hassas paralellik sağlamak için merdane alanı çevresinde dört dikey kılavuz sütun kullanır. Merdane sapması veya yanlış hizalamanın düzensiz parlamaya, ayrım çizgisi uyumsuzluğuna veya kalıp boyunca boyutsal değişikliğe neden olacağı büyük veya hassas kalıplar için tercih edilir.
Kauçuk için Sıkıştırmalı Kalıplama ve Aktarım ve Enjeksiyon Kalıplama Karşılaştırması
Kauçuk üreticileri genellikle belirli bir parça için sıkıştırma, aktarma veya enjeksiyonlu kalıplamanın doğru süreç olup olmadığı kararıyla karşı karşıya kalır. Her birinin üretim hacmine, parça karmaşıklığına, malzeme tipine ve takım bütçesine göre değerlendirilmesi gereken açık avantajları ve sınırlamaları vardır.
| Faktör | Sıkıştırma | Transfer | Enjeksiyon |
| Takım Maliyeti | Düşük | Orta | Yüksek |
| Döngü Süresi | Daha uzun | Orta | En kısa |
| Malzeme Atığı | Orta (flaş) | Orta (saksı/yolluk) | Düşük |
| Parça Karmaşıklığı | Düşük to Medium | Orta | Yüksek |
| Kalıplama Ekle | Mükemmel | İyi | Sınırlı |
| Hacim Uygunluğu | Düşük to medium | Orta | Yüksek volume |
| Operatör Becerisi Gerekli | Orta | Orta | Yükseker |
Sıkıştırmalı kalıplama, takım maliyeti ve eklemeli kalıplama esnekliği açısından sürekli olarak kazanıyor; bu nedenle prototip geliştirme, kısa üretim süreçleri ve metal veya kumaş yapıştırma gerektiren parçalar için baskın süreç olmaya devam ediyor. Parça başına işçilik maliyetinin baskın ekonomik faktör haline geldiği çok yüksek hacimli uygulamalar için, enjeksiyonlu kalıplamanın otomatik döngüsü ve minimum flaş düzeltme gereksinimi genellikle daha yüksek ekipman ve takım yatırımını haklı çıkarır.
Kauçuk Basınçlı Kalıplama Makinesi Seçerken Nelere Dikkat Edilmeli?
Doğru makineyi seçmek, ürün özellikleriniz, üretim hacimleriniz, kauçuk bileşikleriniz ve çalışma ortamınız arasında dikkatli bir uyum sağlamayı gerektirir. Belirtilmemiş ekipmanın satın alınması darboğazlar yaratır; Aşırı spesifikasyon sermaye israfına neden olur. Aşağıdaki kriterler ciddi bir değerlendirmeye rehberlik etmelidir:
- Sıkıştırma kuvveti: Gerekli tonajı, tahmini boşluk basıncının (çoğu kauçuk bileşiği için genellikle 7 ila 12 MPa) tüm boşlukların toplam öngörülen alanı artı kalıptaki parlama alanıyla çarpımına dayanarak hesaplayın. Bileşikler ve kalıp tasarımları arasındaki farklılıklara uyum sağlamak için her zaman en az %20'lik bir güvenlik marjı ekleyin.
- Merdane boyutu: Merdane, en büyük kalıbınızı alacak kadar geniş olmalı ve kenetleme ve termal homojenlik için her tarafta açıklık bulunmalıdır. Standart merdane boyutları, küçük laboratuvar presleri için 200 × 200 mm ile endüstriyel üretim makineleri için 1.200 × 1.200 mm veya daha büyük arasında değişir.
- Sıcaklık bütünlüğü: Üreticinin merdane sıcaklığı tekdüzelik spesifikasyonunu isteyin ve mümkünse bunu bağımsız olarak doğrulayın. Hassas silikon veya tıbbi sınıf kauçuk parçalar için, tüm plaka yüzeyi boyunca ±2°C veya daha iyi bir homojenlik önemlidir.
- Gün ışığı açılışı: Açık merdaneler arasındaki maksimum mesafe kalıp yüksekliğinize ve parça çıkarma ve yükleme için gereken açıklığa uygun olmalıdır. Yetersiz gün ışığı, operatörleri uygunsuz pozisyonlara zorlayarak döngü sürelerini yavaşlatır ve ergonomik riski artırır.
- Kontrol sistemi gelişmişliği: PLC reçete depolama, veri kaydı ve uzaktan izleme özelliklerinin kalite yönetimi ve izlenebilirlik gereksinimlerinize uygun olup olmadığını değerlendirin. Otomotiv (IATF 16949) ve medikal (ISO 13485) gibi endüstrilerin, daha basit makinelerin destekleyemeyeceği spesifik süreç dokümantasyonu beklentileri vardır.
- birfter-sales support and spare parts availability: Hidrolik contalar, ısıtma elemanları ve kontrol bileşenleri zamanla aşınır. Üreticinin veya yerel distribütörün yedek parça envanteri tuttuğunu ve üretim ortamınız için kabul edilebilir yanıt süreleri içerisinde teknik destek sağlayabileceğini doğrulayın.
Makine Ömrünü Uzatan ve Parça Kalitesini Koruyan Bakım Uygulamaları
bir rubber compression molding machine operating in production conditions is subject to continuous thermal cycling, hydraulic pressure stress, and rubber compound contamination. A disciplined maintenance routine is not optional — it is the difference between a machine that delivers consistent output for 20 years and one that generates defects and downtime within five.
- Günlük: Merdane yüzeylerini ve kalıp ayırma yüzeylerini çapak ve bileşik kalıntılarından uygun ayırıcı madde ve aşındırıcı olmayan aletler kullanarak temizleyin. Hidrolik sıvı seviyesini inceleyin ve silindir contaları ve bağlantı parçaları çevresinde gözle görülür sızıntı olup olmadığını kontrol edin. Merdane sıcaklığı okumalarını kalibre edilmiş bir termokupl ile doğrulayın.
- Haftalık: Hidrolik sıvısının durumunu ve filtre durumunu kontrol edin. Kılavuz sütunlarını ve merdane paralelliğini inceleyin. Acil durdurma, ışık perdeleri ve basınç tahliye vanaları dahil tüm güvenlik kilitlerinin doğru şekilde çalıştığını doğrulayın.
- Aylık: Sıcaklık kontrol cihazlarını ve termokuplları izlenebilir bir referansa göre kalibre edin. Üretimde arızalanmadan önce ömrünün sonuna yaklaşan elemanları belirlemek için ısıtma elemanı direncini inceleyin. Hidrolik silindir contalarında sızıntı belirtileri olup olmadığını kontrol edin.
- birnnually: Tam hidrolik sıvı değişimi ve filtre değişimi. Merdane düzlüğü ölçümü ve gerekirse düzeltme. Terminal sıkılığı, izolasyon direnci ve PLC pilinin değiştirilmesi dahil olmak üzere komple elektrik sistemi denetimi.
bir rubber compression molding machine is a long-term capital investment whose return depends on process discipline as much as machine quality. Matching the right machine specification to your product range, establishing precise process parameters for each compound, and maintaining the equipment to manufacturer standards are the three pillars of productive, cost-effective rubber compression molding. For manufacturers who get this combination right, compression molding remains one of the most reliable and economically efficient rubber forming processes available.