Vakum Kauçuk Vulkanizasyonunda Neden Herşeyi Değiştiriyor?
Kauçuğun vulkanizasyonu (ham kauçuğu dayanıklı, elastik bir malzemeye dönüştürmek için ısı ve basınç kullanarak polimer zincirlerinin çapraz bağlanması işlemi) 180 yılı aşkın süredir endüstriyel olarak uygulanmaktadır. Ancak vakum teknolojisinin vulkanizasyon sürecine dahil edilmesi, modern kauçuk üretimindeki en önemli iyileştirmelerden birini temsil etmektedir. bir vakumlu kauçuk vulkanizasyon makinesi kürleme öncesinde ve sırasında kauçuk bileşiğinden ve kalıp boşluğundan havayı ve sıkışan gazları tahliye ederek atmosferik basınçlı vulkanizasyonun hassas bileşenlerde kaçınılmaz olarak ürettiği gözeneklilik, boşluklar ve yüzey kusurlarını ortadan kaldırır.
Sonuç, ölçülebilir derecede üstün bir üründür: daha yoğun çapraz bağlantı ağları, gelişmiş mekanik özellikler, daha iyi boyutsal doğruluk ve hatasız yüzeyler; bunların tümü, kauçuk bileşen arızasının güvenlik veya düzenleyici sonuçlar doğurduğu uygulamalarda kritik öneme sahiptir. Otomotiv, havacılık, medikal ve elektronik sektörlerinde hassas kauçuk parçalara olan talep arttıkça, vakumlu vulkanizasyon makineleri özel ekipmanlardan ana akım endüstriyel aletlere geçti.
Vulkanizasyon Süreci: Geleneksel ve Vakum
Vakumlu vulkanizasyonun değerini anlamak için geleneksel yöntemlerin tam olarak nerede yetersiz kaldığını incelemek faydalı olacaktır.
Geleneksel Sıkıştırma veya Transfer Kalıplama
Standart sıkıştırma veya transfer vulkanizasyonunda, ısıtılmış bir kalıba bir kauçuk bileşiği yerleştirilir ve malzemeyi kalıp boşluğuna zorlamak için basınç uygulanır. Bileşik içinde veya bileşik-kalıp arayüzünde hapsolmuş havanın kaçış yolu yoktur. Sıcaklık arttıkça ve çapraz bağlanma başladıkça, bu sıkışıp kalan hava, parçanın yoğunluğunu, gerilme mukavemetini ve yorulma ömrünü azaltan mikro boşluklar (gözenekler, kabarcıklar ve yüzey çukurları) oluşturur. Kritik olmayan tüketici ürünleri için bu bozulma kabul edilebilir. Contalar, diyaframlar, tıbbi cihaz bileşenleri ve havacılık contaları için bu geçerli değildir.
Vakum Destekli Vulkanizasyon
Vakumlu kauçuk vulkanizasyon makinesi, kontrollü bir vakum uygular - tipik olarak –0,08 ila –0,098 MPa (yaklaşık –80 ila –98 kPa ölçü) — bileşiğin enjeksiyonu veya sıkıştırılmasından önce kalıp boşluğuna ve kürlemenin ilk aşamaları boyunca bu vakumu korur. Bu tahliye, çözünmüş gazları kauçuk matrisinden uzaklaştırır, arayüzeydeki hava ceplerini ortadan kaldırır ve bileşik içindeki nemin kaynama noktasını düşürerek ısı uygulanmadan önce nemin dışarı çekilmesini sağlar. Sertleştirme döngüsü daha sonra hem vakum hem de uygulanan basınç altında ilerleyerek tamamen konsolide edilmiş, boşluksuz bir parça elde edilir.
Vakumlu Vulkanizasyonun Temel Teknik Avantajları
Vakumlu vulkanizasyonun performans faydaları, birden fazla kalite ve süreç ölçütüyle ölçülebilir:
- Gözeneklilik ve boşlukların ortadan kaldırılması — Vakumlu tahliye, jelleşme yerine kilitlenmeden önce sıkışan havayı giderir. Parçalar, bileşik için teorik maksimuma yaklaşan göreceli yoğunluklara ulaşır; bu da doğrudan gelişmiş çekme mukavemeti, kopma uzaması ve yorulma direnci anlamına gelir.
- Üstün yüzey kalitesi — Kalıp-kauçuk arayüzünde hava sıkışmadığı için bitmiş yüzeyler pürüzsüz, kozmetik açıdan temiz ve çukurlaşmalardan arındırılmıştır. Bu özellikle estetiğin algılanan kaliteyi etkilediği optik sınıf silikon lensler, tıbbi tüpler ve tüketiciye yönelik kauçuk ürünler için kritik öneme sahiptir.
- Daha iyi boyutsal doğruluk — Boşluksuz birleştirme, kalıp geometrisine tam olarak uyan parçalar üretir. Büzülme daha öngörülebilir ve tekdüze olup kürleme sonrası boyutsal değişimi azaltır; bu, O-halkalar, contalar ve sıkı toleranslı kalıplanmış parçalar için önemli bir avantajdır.
- Karmaşık geometrilerde geliştirilmiş bileşik akışı — Vakum çekme, atmosferik basınç enjeksiyonunun tamamen doldurmaya çalıştığı derin alt kesimlere, ince kesitlere ve karmaşık kalıp özelliklerine bileşik hareketine yardımcı olur.
- Hurda ve yeniden işleme oranlarında azalma — Vakumlu vulkanizasyon, kalıplanmış kauçuktaki görsel ve yapısal kusurların ana nedenini ortadan kaldırarak hassas bileşenlerdeki reddetme oranlarını önemli ölçüde azaltır ve kauçuk kalıplama operasyonları için genel ekipman etkinliğini (OEE) artırır.
- Neme duyarlı bileşiklerle uyumluluk — Silikon kauçuk, EPDM ve bazı özel elastomerler kürlenme sırasında kalan neme karşı özellikle hassastır. Isıtmadan önce vakumla gaz giderme, bu nemi etkili bir şekilde ortadan kaldırarak kürlenmiş parçada buharın neden olduğu gözenekliliği önler.
Vakumlu Kauçuk Vulkanizasyon Makinesi Çeşitleri
Vakumlu vulkanizasyon ekipmanı, her biri farklı üretim ölçeklerine, kauçuk türlerine ve parça geometrilerine uygun çeşitli konfigürasyonlarda mevcuttur.
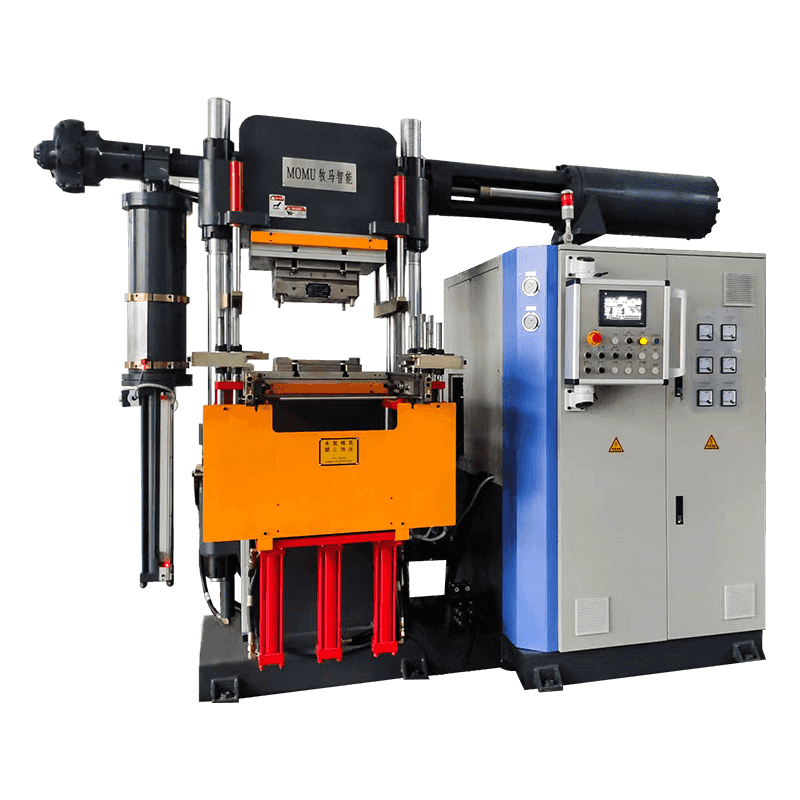
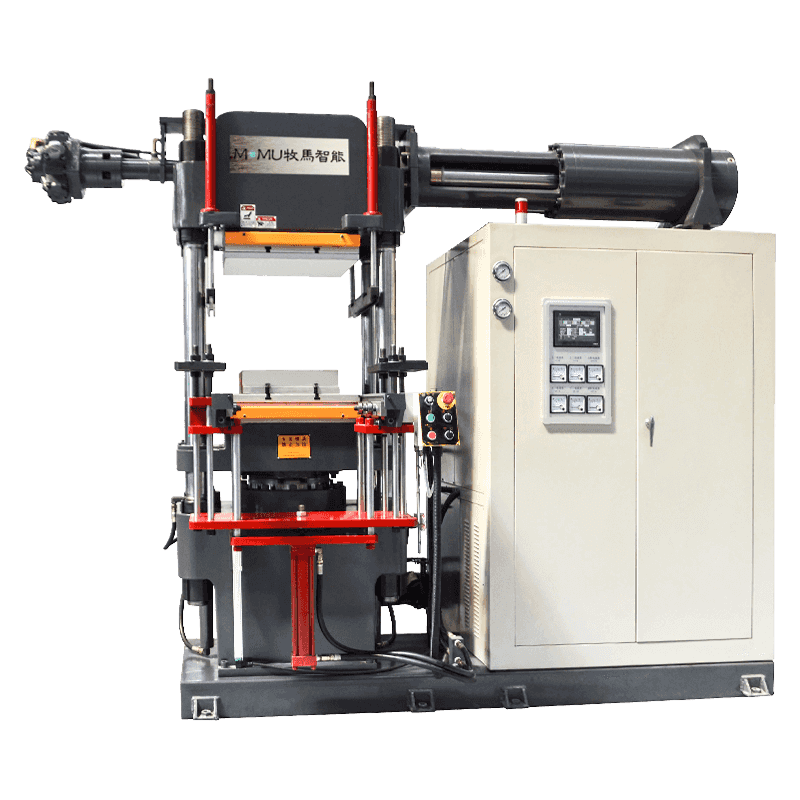
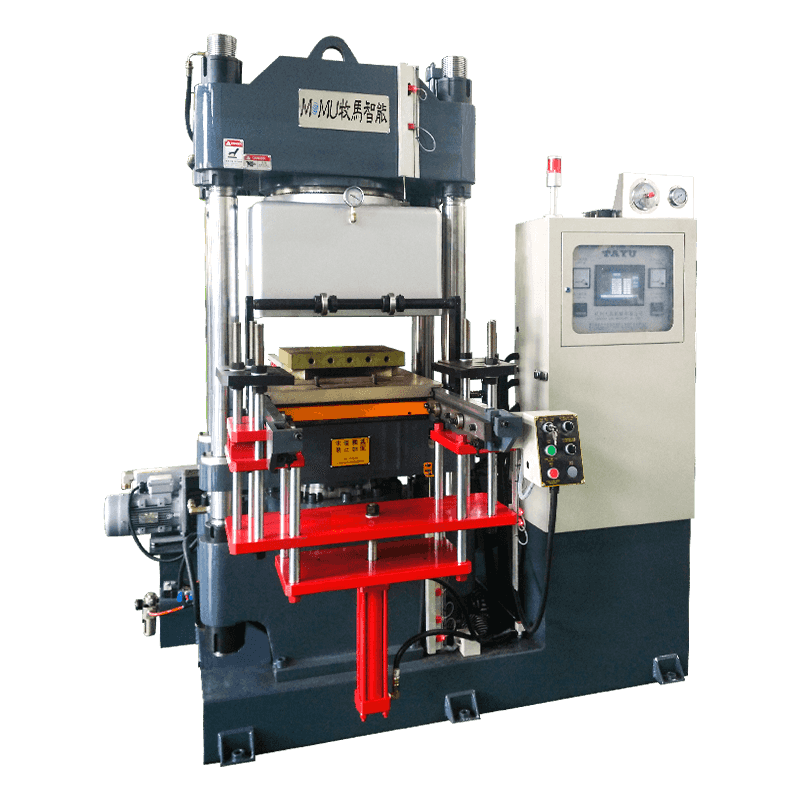
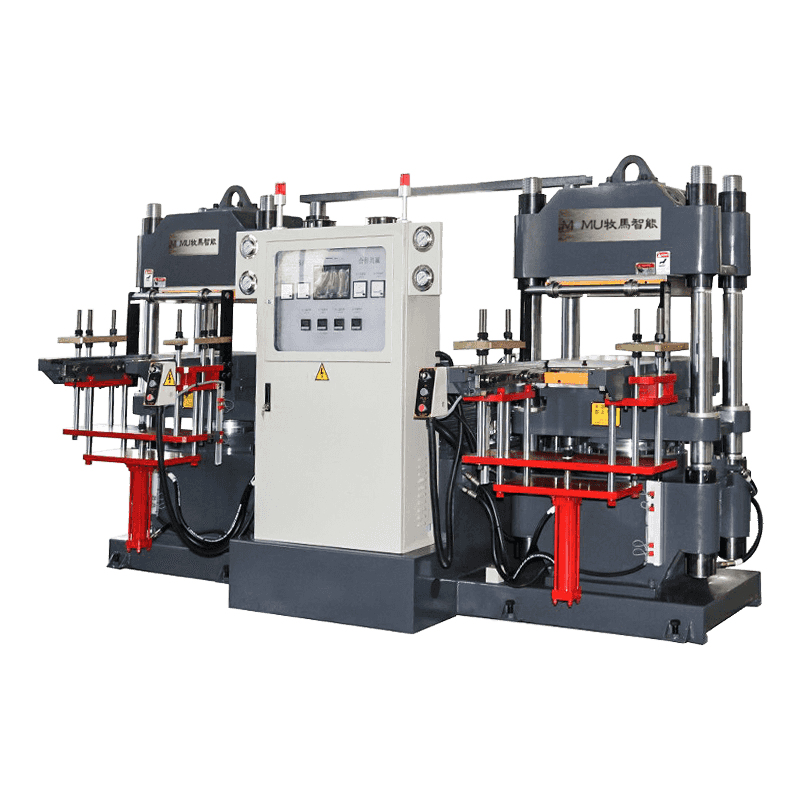
Vakum Sıkıştırma Kalıplama Presi
Toplu kauçuk kalıplamada en yaygın kullanılan konfigürasyon. Isıtılmış plakalara sahip bir hidrolik pres, kalıbı sıkıştırır; kalıba entegre edilmiş veya çevresel bir vakum odası aracılığıyla uygulanan bir vakum devresi, kapatma öncesinde ve sırasında boşluğu boşaltır. Düz pedler, levhalar, contalar ve nispeten basit kalıplanmış profiller için uygundur. Plaka sıcaklıkları tipik olarak 150°C ila 200°C Parça boyutuna ve bileşik viskozitesine bağlı olarak 10 ila 200 ton arası hidrolik basınçlarla.
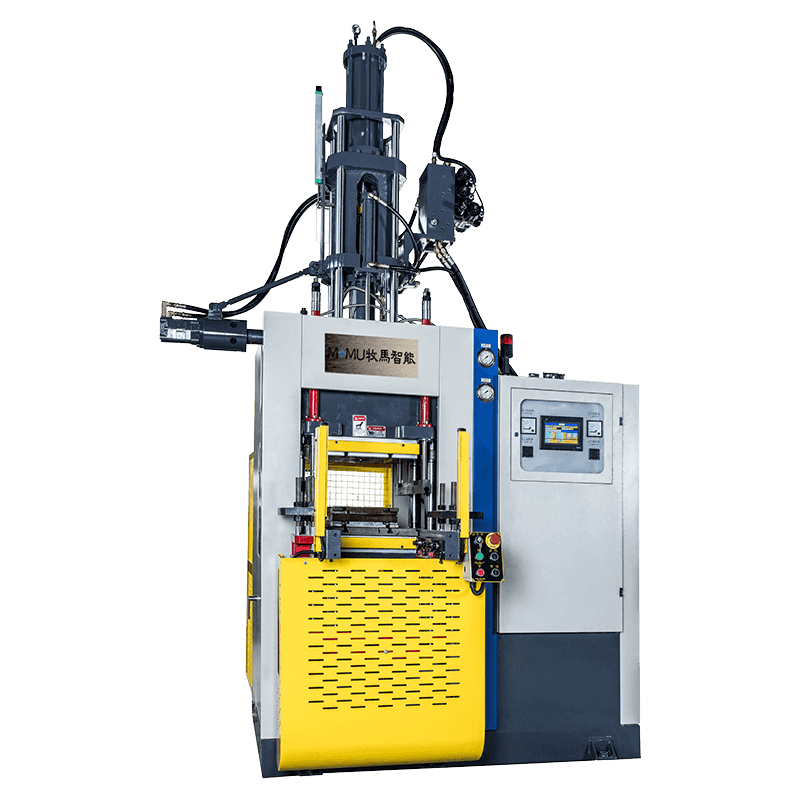
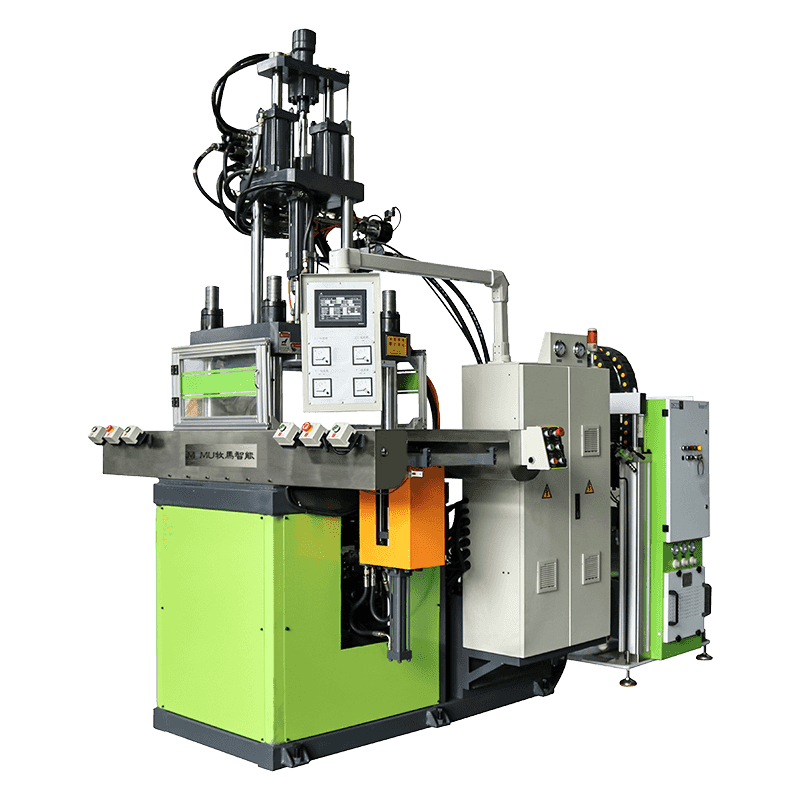
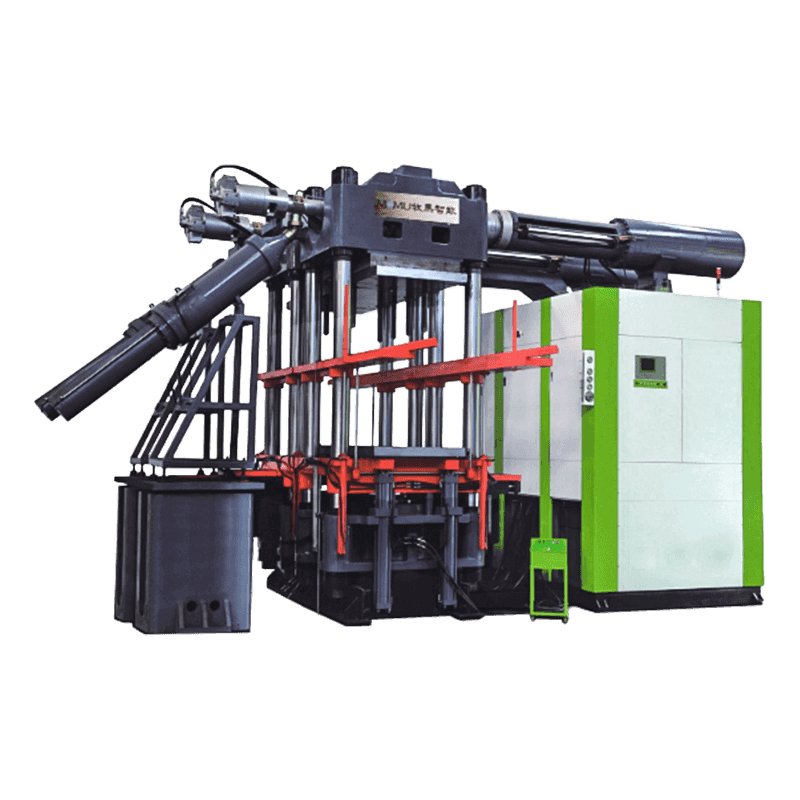
Vakum Enjeksiyon Makinesi
Vakumlu boşluk tahliyesini, önceden plastikleştirilmiş kauçuk bileşiğinin basınç altında enjeksiyonu ile birleştirir. Enjeksiyon başlamadan önce kalıp kapatılır ve boşaltılır, daha sonra bileşik, boşaltılan boşluğa enjekte edilir. Bu konfigürasyon, yüksek hacimlerde üretilen karmaşık üç boyutlu parçalar için en iyi boyutsal tutarlılığı sağlar; otomotiv contaları, konnektör rondelaları ve tıbbi cihaz bileşenleri tipik uygulamalardır. Hassas bileşik ölçümü ve daha hızlı dolum nedeniyle çevrim süreleri basınçlı kalıplamaya göre daha kısadır.
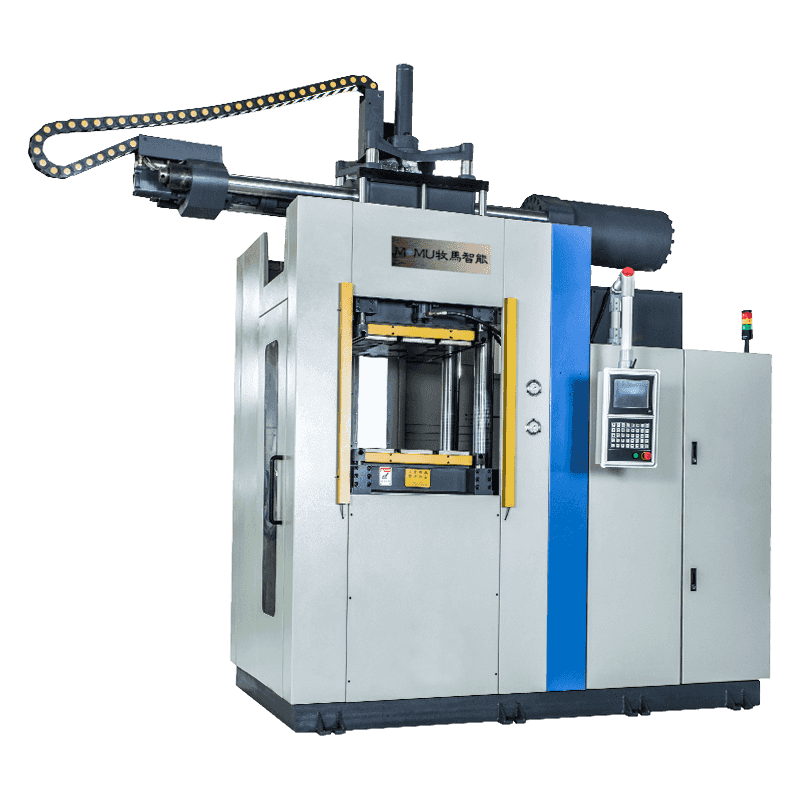
Vakumlu Otoklav Vulkanizatörü
Geleneksel bir pres kalıbının sığamayacağı büyük, düzensiz şekilli kauçuk parçalar (hortumlar, genleşme derzleri, kauçuk kaplı borular ve kompozit düzenekler) için kullanılır. Parça bir vakum torbasına veya kapalı bir odaya yerleştirilir, boşaltılır ve daha sonra otoklav kabı içinde yüksek sıcaklık ve basınca (buhar veya sıcak hava) tabi tutulur. Havacılık ve uzay kauçuklarının yapıştırılmasında ve büyük endüstriyel kauçuk kaplama uygulamalarında yaygındır. Döngü süreleri daha uzundur ancak süreç, başka hiçbir yöntemin üstesinden gelemeyeceği parça geometrilerine uyum sağlar.
Vakum Plakalı Vulkanizasyon Presi (Konveyör Bant Tipi)
Kauçuk taşıma bantlarının, döşeme levhalarının ve geniş yassı ürünlerin vulkanize edilmesi için özel olarak tasarlanmıştır. Pres bölgesine vakum uygulanırken birden fazla ısıtmalı baskı plakası sürekli olarak beslenen bir bant veya tabakaya baskı yapar. Genişliğin 2.000 mm'yi geçebildiği ve sürekli üretimin gerekli olduğu konveyör bant imalatında ve kauçuk zemin kaplama üretiminde yaygındır.
Çekirdek Sistem Bileşenleri
Vakumlu kauçuk vulkanizasyon makinesi, tutarlı kürleme kalitesi elde etmek için koordinasyon içinde çalışması gereken çeşitli alt sistemleri birleştirir.
| Alt sistem | İşlev | Temel Özellikler |
|---|---|---|
| Vakum Pompası Sistemi | Kalıp boşluğunu hedef basınca kadar boşaltır | Hedef: ≤–0,095 MPa; döner kanatlı veya sıvı halkalı pompa |
| Isıtma Plakaları / Bölmesi | Sertleşme sıcaklığını eşit şekilde sağlayın ve koruyun | ±1–2°C homojenlik; elektrik veya buhar ısıtmalı |
| Hidrolik Sıkma Sistemi | Kalıp kapatma basıncını uygular ve tutar | Tonaj, parça alanına ve bileşik viskoziteye göre ayarlandı |
| Vakum Sızdırmazlık Sistemi | Kürleşme döngüsü sırasında vakum bütünlüğünü korur | Kalıp ayırma hattında O-ring veya labirent contalar |
| PLC Kontrol Sistemi | Vakum, sıcaklık ve basınç olaylarını sıralar | Programlanabilir tedavi profilleri; veri kaydetme özelliği |
| Kalıp Sıcaklık Kontrol Cihazı | Hızlı ısınma ve hassas sıcaklık düzenlemesi | PID kontrollü; tepki süresi <30 saniye |
Endüstriyel Uygulamalar
Vakumlu kauçuk vulkanizasyon makineleri, geleneksel vulkanizasyonun kabul edilemez kusur oranları ürettiği veya malzeme özelliklerinin katı performans standartlarını karşılaması gereken yerlerde kullanılır.
Otomotiv Sızdırmazlık Sistemleri
Motor bölmesi contaları, kapı ve pencere contaları, yakıt sistemi O-halkaları ve fren sistemi diyaframları en yüksek hacimli uygulamalar arasındadır. Tek bir binek araç şunları içerir: 400'den fazla bireysel kauçuk sızdırmazlık bileşeni Birçoğunun 150.000 km hizmet ömrü boyunca sıfır sızıntı standartlarını karşılaması gerekiyor. Vakumlu kalıplama, bunu mümkün kılan boşluksuz kesit bütünlüğünü sağlar.

Tıbbi ve Farmasötik Ekipmanlar
Tıbbi cihazlara yönelik silikon kauçuk bileşenler (tüpler, tıpalar, diyaframlar, peristaltik pompa elemanları ve implante edilebilir parçalar) gözeneklilik ve kirlenmeden tamamen arınmış olmayı gerektirir. Vakumlu vulkanizasyon, tıbbi sınıf silikon kalıplama için kabul edilen standart işlemdir ve Sınıf II ve III tıbbi cihazlara yönelik düzenleyici başvurular, genellikle onaylanmış üretim protokolünün bir parçası olarak vakum işlemine atıfta bulunur.
Havacılık ve Savunma
Uçak kapısı contaları, kabin basınçlandırma contaları, yakıt sistemi elastomerleri ve titreşim izolasyon montaj parçaları, gözeneklilik ve boyut toleransını açıkça ele alan AS9100 ve MIL spesifikasyonlarını karşılamalıdır. Vakumlu otoklav vulkanizasyonu, havacılık sınıfı kauçuk bağlı düzenekler ve geniş formatlı elastomerik bileşenler için standart yöntemdir.
Elektronik ve Yarı İletkenler
LED uygulamalarına yönelik silikon tuş takımları, iletken elastomer kontaklar, EMI koruyucu contalar ve optik dereceli silikon lenslerin tümü vakumlu kalıplamadan yararlanır. Bu bileşenlerdeki gözeneklilik, elektriksel direnç değişimine, optik saçılmaya ve erken mekanik arızaya neden olur; bu kusurlar, vakumlu vulkanizasyonun, aşağı yönlü inceleme ve sınıflandırmaya güvenmek yerine süreç düzeyinde ortadan kaldırdığı kusurlardır.
Endüstriyel Hortumlar ve Konveyör Sistemleri
Aşındırıcı veya kimyasal olarak agresif ortamlarda çalışan yüksek basınçlı hidrolik hortumlar, kimyasal transfer hatları ve konveyör bantları, nominal patlama basınçlarına ve hizmet ömürlerine ulaşmak için yoğun, boşluksuz kauçuk yapılar gerektirir. Vakumlu otoklav veya vakumlu plaka pres vulkanizasyonu, bu uygulamaların talep ettiği konsolidasyon kalitesini sağlar.
Proses Parametreleri ve Tedavi Döngüsü Tasarımı
Vakumlu vulkanizasyon için kürleme döngüsü, kesin olarak sıralanmış bir dizi olayı içerir. Optimize edilmiş diziden sapmalar (özellikle sıcaklık rampasına göre vakum zamanlaması) parça kalitesini doğrudan etkiler.
- Kalıp yükleme ve ilk kapatma — Bileşik yüklenir ve tam sıkıştırma olmadan vakum çekişine izin vermek için kalıp "çatlak" konuma (kısmen kapalı) kadar kapatılır.
- Vakum uygulaması — Vakum pompası kalıp boşluğunu hedef basınca (tipik olarak ≤–0,09 MPa) kadar boşaltır. Bu aşama genellikle kavite hacmine ve bileşik gaz içeriğine bağlı olarak 30 ila 120 saniye sürer. Bileşiğe önemli miktarda ısı transferi başlamadan önce vakumun sağlanması gerekir — erken ısıtma, gazdan arındırma tamamlanmadan önce çapraz bağlanmayı başlatır.
- Vakum altında tam kalıp kapatma — Hedef vakum onaylandıktan sonra tam hidrolik sıkma basıncı uygulanır. Bileşik, birleşik vakum çekişi ve mekanik basınç altında boşaltılmış boşluğa akar.
- İzotermal tedavi — Kalıp sıcaklığı, hesaplanan t90 kürlenme süresi (reometre analizi ile belirlenen maksimum çapraz bağ yoğunluğunun %90'ına ulaşma süresi) boyunca belirtilen kürleme sıcaklığında (tipik olarak NR/SBR bileşikleri için 150–180°C; silikon için 170–200°C) tutulur.
- Basınç tahliyesi ve kalıptan çıkarma — Sertleşme tamamlandıktan sonra sıkma basıncı serbest bırakılır, vakum boşaltılır ve parçanın çıkarılması için kalıp açılır. Çapraz bağlanmayı tamamlamak ve kürlenme yan ürünlerini uzaklaştırmak amacıyla belirli silikon ve floroelastomer bileşikleri için bir fırında kürlenme sonrası ikincil vulkanizasyon belirtilebilir.
Ekipman Seçim Kriterleri
Doğruyu seçmek vakumlu vulkanizasyon makinesi Belirli bir uygulama için birbirine bağlı birçok faktörün değerlendirilmesi gerekir. Bu kararın aşırı basitleştirilmesi, ya gerekli kaliteyi sağlayamayan ekipmanın yetersiz belirtilmesine ya da yeteneklerinden hiçbir zaman yararlanılmayan aşırı mühendislik gerektiren makinelere yol açar.
- Parça boyutu ve geometri — Düz veya basit profiller kompresyon pres konfigürasyonlarına uygundur; karmaşık üç boyutlu parçalar enjeksiyonla kalıplama yeteneği gerektirir; büyük veya düzensiz şekiller otoklav işlemine ihtiyaç duyar.
- Kauçuk bileşiği türü — Silikon, EPDM, NBR, floroelastomer ve doğal kauçuğun her biri, makine özelliklerini etkileyen farklı sertleşme sıcaklıklarına, basınçlarına ve vakum duyarlılığı gereksinimlerine sahiptir.
- Üretim hacmi — Yüksek hacimli üretim, otomatik kalıptan çıkarma özelliğine sahip çok gözlü enjeksiyon preslerine yatırımı haklı çıkarmaktadır; düşük hacimli veya prototip çalışmaları daha küçük, esnek sıkıştırma birimleriyle daha iyi sunulur.
- Vakum derinliği ve tutma süresi — Yüksek viskoziteli bileşiklere veya yüksek gaz içerikli formülasyonlara sahip uygulamalar, daha derin vakum (-0,098 MPa'ya yakın) ve kürlenme başlangıcından önce daha uzun tahliye bekleme süreleri gerektirir.
- Sıcaklık bütünlüğü spesifikasyonu — Sıkı toleranslı tıbbi ve havacılık parçaları, ±1°C veya daha iyi merdane sıcaklığı homojenliği gerektirir; genel endüstriyel uygulamalar ±3–5°C'yi kabul edebilir.
- Otomasyon ve veri kaydı gereksinimleri — Düzenlemeye tabi endüstriler (medikal, havacılık, gıda ile temas), üretim sırasında manuel olarak geçersiz kılınamayan tam proses parametre kaydı, parti bazında izlenebilirlik ve PLC kontrollü iyileştirme profilleri gerektirir.
Ekipman tedarikinden önce gerçekleştirilen kapsamlı bir süreç denetimi (bileşik formülasyonunu, parça tasarımını, kalite gerekliliklerini ve üretim hacmini gözden geçirir), maliyetli spesifikasyon hatalarını önler ve seçilen makinenin devreye alma aşamasından itibaren gerekli çıktıyı sunmasını sağlar.