Vakumlu Kauçuk Vulkanizasyon Makinesi Nedir?
bir vakumlu kauçuk vulkanizasyon makinesi ham veya kürlenmemiş kauçuk bileşiklerini kontrollü ısı, basınç ve vakum koşulları kombinasyonu altında kürleyen özel bir endüstriyel prestir. "Vulkanizasyon" terimi, yumuşak, esnek kauçuğu dayanıklı, elastik ve boyutsal olarak stabil bir malzemeye dönüştüren kimyasal çapraz bağlama işlemini ifade eder. Standart vulkanizasyon preslerinde kürleme reaksiyonunu tek başına ısı ve basınç yönlendirir. Vakumlu vulkanizasyon makinelerinde, kapalı bir vakum ortamının eklenmesi, sertleştirme öncesinde ve sırasında kauçuk kütlesinin içindeki sıkışmış havayı, nemi ve uçucu gazları giderir; bu da önemli ölçüde daha yoğun, daha düzgün ve hatasız bir son ürün sağlar.
Vakum işlevi yalnızca bir eklenti özelliği değildir; kauçuk üretiminde elde edilebilecek kalite sonuçlarını temelden değiştiriyor. Hava cepleri ve nem kalıntıları, vulkanize kauçuk parçalardaki gözeneklilik, kabarcık oluşumu ve yapısal zayıflığın en yaygın kaynakları arasındadır. Tam kalıplama basıncı uygulanmadan önce kalıp boşluğunu tipik olarak -0,08 MPa ile -0,1 MPa arasındaki bir vakum seviyesine boşaltarak makine bu kusurları kaynağında ortadan kaldırır. Sonuç olarak üstün yüzey kalitesine, tutarlı iç yoğunluğa ve gelişmiş mekanik performansa sahip kauçuk ürünler elde edilir; bu özellikler otomotiv sızdırmazlık, tıbbi cihazlar, havacılık bileşenleri ve yüksek performanslı ayakkabı tabanları gibi hassas endüstrilerde kritik öneme sahiptir.
Vulkanizasyon Süreci: Makinenin İçinde Neler Oluyor?
Vakumlu kauçuğun vulkanizasyon makinesindeki işlem sırasını anlamak, vakum entegrasyonunun çıktı kalitesini neden bu kadar önemli ölçüde iyileştirdiğini açıklıyor. Süreç, makinenin programlanabilir bir mantık denetleyicisi (PLC) veya dokunmatik ekran arayüzü aracılığıyla otomatik olarak kontrol ettiği birkaç farklı aşamada gerçekleşir.
Döngü kalıbın hazırlanması ve yüklenmesiyle başlar. Operatör, önceden tartılmış boşluklar, tabakalar veya ön kalıplar halindeki kürlenmemiş kauçuk bileşiğini ısıtılmış kalıp boşluğuna yerleştirir. Kalıp kısmen kapanır ve vakum pompası devreye girerek entegre vakum kanalları aracılığıyla havayı ve kalan nemi kalıp boşluğundan dışarı çeker. Hedef vakum seviyesine ulaşıldığında ve belirli bir bekleme süresi (tipik olarak 15 ila 60 saniye) boyunca tutulduğunda, pres, kalıplama basıncını uygulamak için tamamen kapanır. Isıtılmış plakalar aracılığıyla iletilen ısının kombinasyonu, uygulanan basınç ve sıkışan gazların yokluğu, çapraz bağlanma reaksiyonunu kauçuk kütlesi boyunca eşit şekilde yönlendirir. Kauçuk bileşiğinin türüne ve parça kalınlığına bağlı olarak bir ila otuz dakika arasında değişen, programlanan sertleşme süresi geçtikten sonra pres açılır, vakum serbest bırakılır ve kürlenen parça kalıptan çıkarılır.
Sıcaklık kontrolünün hassasiyeti de aynı derecede önemlidir. Modern vakumlu vulkanizasyon makineleri, yerleşik sıcaklık sensörleri ve kapalı döngü PID kontrolörleri ile birlikte elektrikli rezistanslı ısıtma elemanları veya buharla ısıtılan plakalar kullanarak tüm kalıp yüzeyi boyunca plaka sıcaklıklarını ±1°C ila ±2°C arasında tutar. Bu tekdüzelik, kalıp boyunca sıcaklık değişimleri mevcut olduğunda ortaya çıkabilecek eksik kürlenmiş merkezler veya aşırı kürlenmiş yüzeyler riskini ortadan kaldırarak ürün genelinde tutarlı kürlenme sağlar.

Temel Bileşenler ve İşlevleri
Vakumlu kauçuk vulkanizasyon makinesinin performansı, temel yapısal ve işlevsel bileşenlerinin kalitesine ve entegrasyonuna bağlıdır. Her bir öğe tutarlı, hatasız vulkanizasyona ulaşmada tanımlanmış bir rol oynar.
Isıtmalı Plakalar
Plakalar, kalıbın sıkıştırıldığı düz, sert plakalardır. Vakumlu vulkanizasyon makinelerinde plakalar, gömülü ısıtma elemanlarına veya buhar sirkülasyonu için dahili kanallara sahip yüksek kaliteli çelikten üretilir. Düzlük toleransı kritik öneme sahiptir; eşit olmayan yüzey temasına sahip bir merdane, kalıp boyunca eşit olmayan bir basınç dağılımı üreterek, düşük basınç bölgelerinde kalınlık değişimine ve eksik kürlenmeye yol açar. Birinci sınıf makineler, çalışma yüzeyi boyunca merdane düzlüğünü 0,05 mm dahilinde belirler ve herhangi bir termal eşitsizliği tespit etmek ve telafi etmek için çok noktalı sıcaklık algılamayı kullanır.
Vakum Sistemi
Vakum sistemi, vakum hatları, bir vakum tampon tankı, solenoid valfler ve vakum göstergeleri içeren kapalı bir devre yoluyla kalıp boşluğuna bağlanan, tipik olarak döner kanatlı veya kuru vidalı tipte bir vakum pompasından oluşur. Tampon tankı, önceden boşaltılmış hacmi depolar, böylece kalıp boşluğu, pompayı aşırı yüklemeden hızlı bir şekilde hedef vakum seviyesine getirilebilir. Kalıp arayüzünün vakumlu sızdırmazlığı, kalıp ayırma hattına işlenen çevresel contalar veya O-ring kanalları aracılığıyla sağlanır. Bu sızdırmazlık sisteminin bütünlüğü esastır; herhangi bir sızıntı, ulaşılabilir vakum seviyesini azaltır ve hava giderme etkinliğini tehlikeye atar.
Hidrolik veya Mekanik Sıkma Sistemi
Vulkanizasyon sırasında kalıbı kapalı tutan sıkıştırma kuvveti, hidrolik silindir sistemi veya daha küçük makinelerde mekanik mafsal mekanizmaları tarafından üretilir. Hidrolik sistemler daha hassas ve programlanabilir basınç kontrolü sunar ve üretim sınıfı vakumlu vulkanizasyon makinelerinde standarttır. Sıkıştırma kuvvetleri, laboratuvar veya küçük parça makinelerinde 50 kN kadar düşük bir değerden, otomotiv veya endüstriyel kauçuk ürünlerine yönelik büyük endüstriyel preslerde 10.000 kN'nin üzerine kadar değişir. Hem düşük basınç hem de aşırı basınç kusurlu parçalar (parlama, boyutsal yanlışlık veya stres kaynaklı çatlama) ürettiğinden doğru basınç kontrolü önemlidir.
PLC Kontrol Sistemi
Modern vakumlu vulkanizasyon makineleri, operatörlerin farklı kauçuk bileşikleri ve kalıp konfigürasyonları için kürleme programlarını saklamasına, geri çağırmasına ve izlemesine olanak tanıyan programlanabilir mantık kontrolörleri ve dokunmatik ekranlı insan-makine arayüzleri (HMI'ler) ile donatılmıştır. Tipik bir program, hedef sıcaklığı, sertleşme süresini, vakum seviyesini, vakumda kalma süresini ve sıkma basıncını tek bir tarif olarak saklar. PLC, sensör geri bildirimini gerçek zamanlı olarak izler ve sapmalar için alarmlar oluşturarak proses izlenebilirliğini ve partiden partiye tutarlı kaliteyi sağlar.
Vakumlu Kauçuk Vulkanizasyon Makinesi Çeşitleri
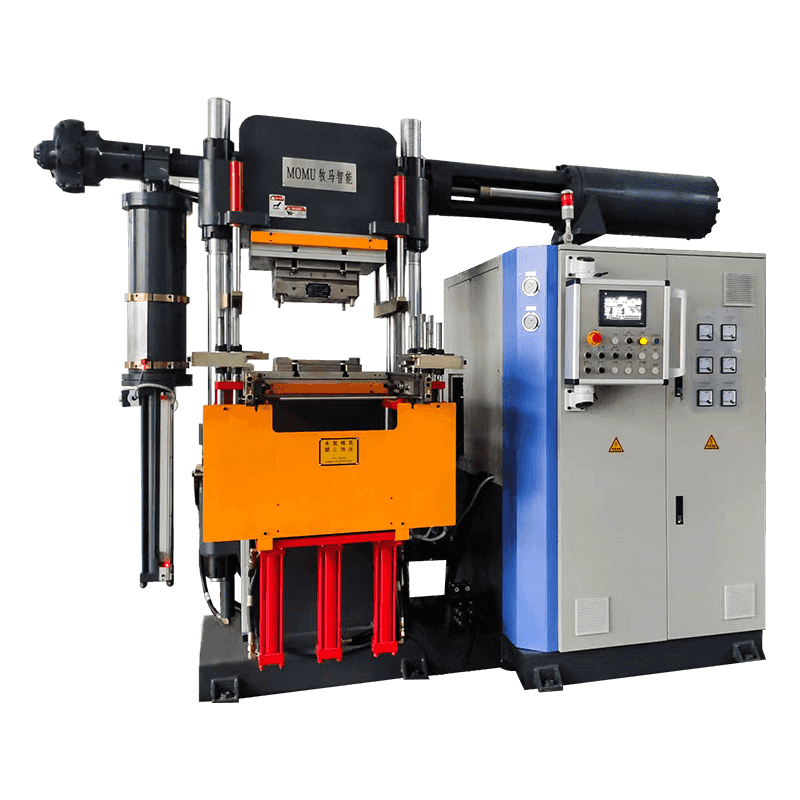
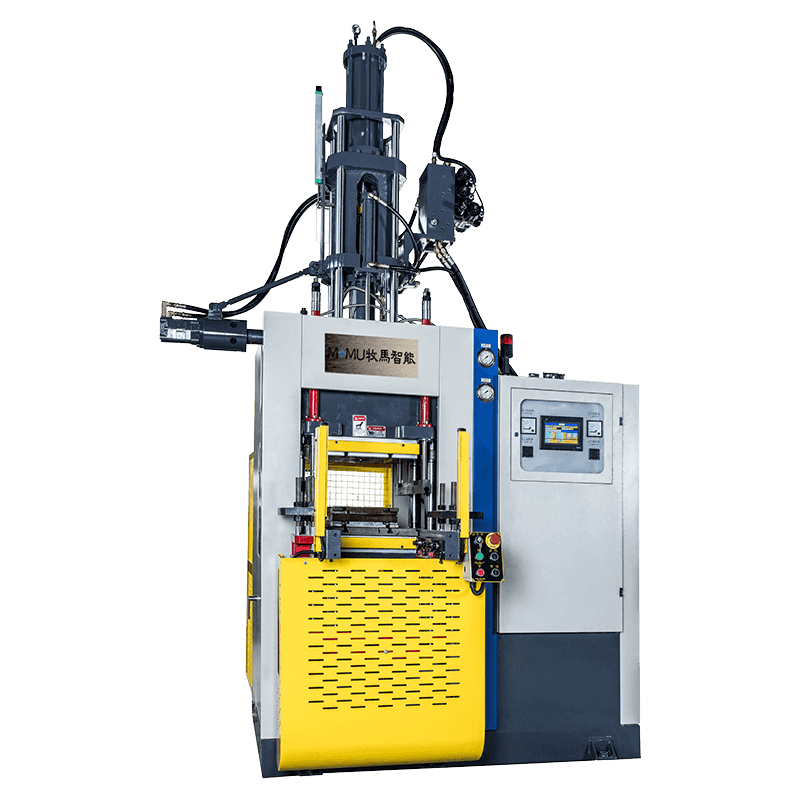
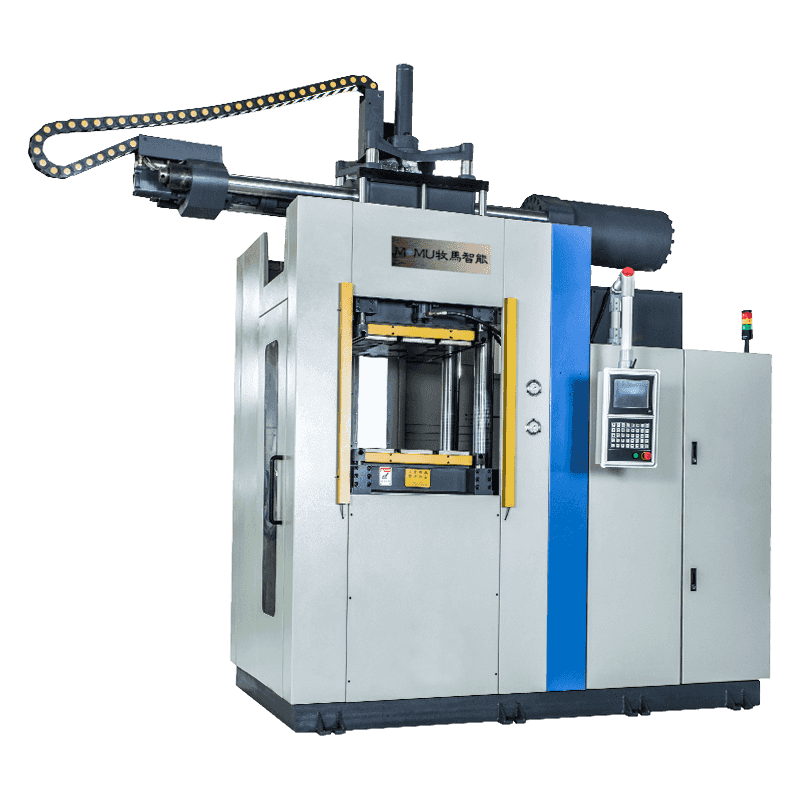
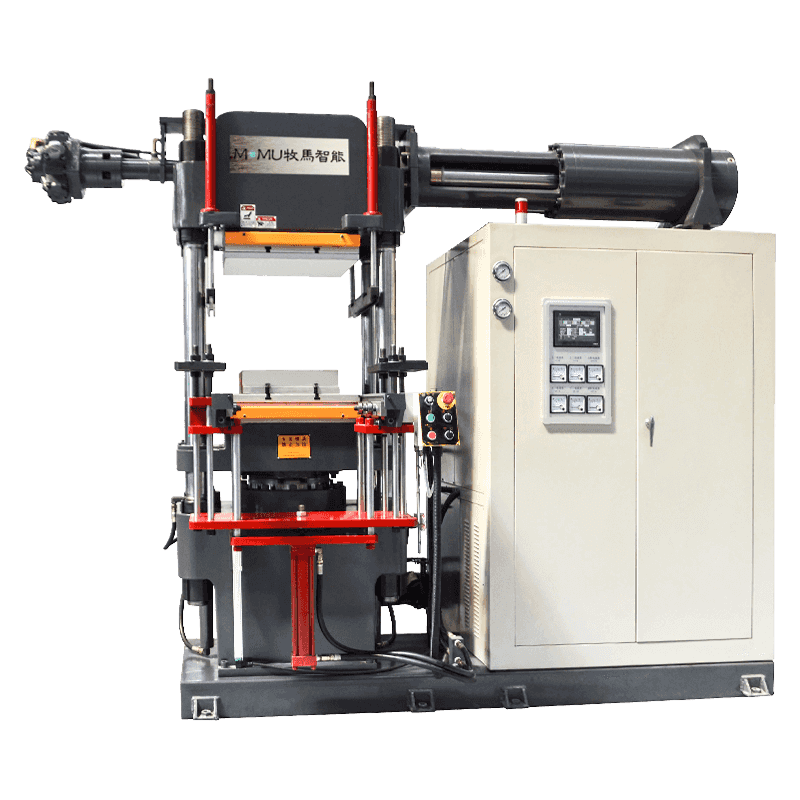
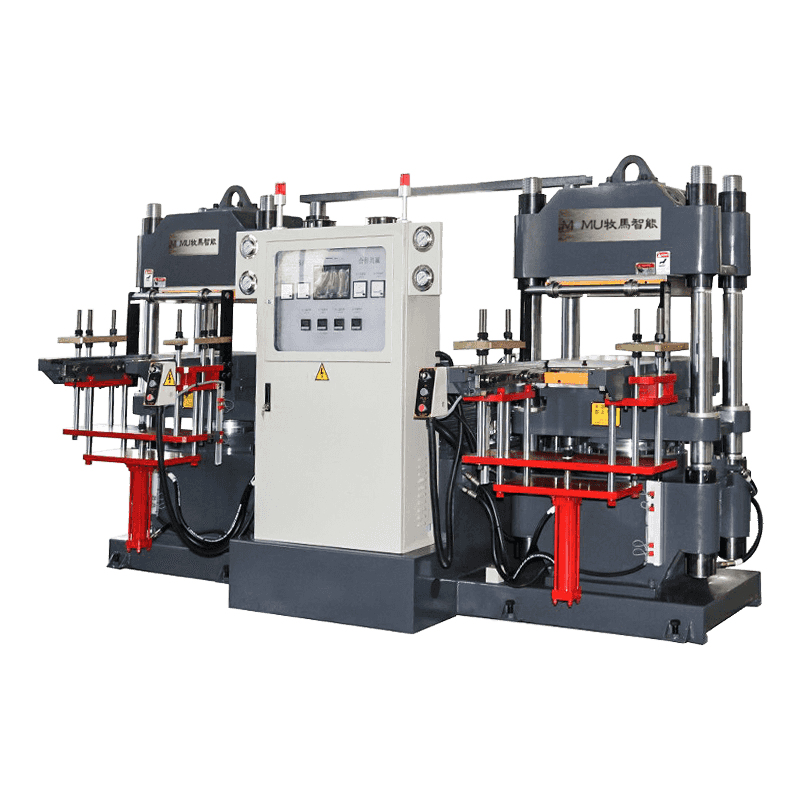
Vakumlu kauçuk vulkanizasyon makineleri, her biri farklı üretim hacimlerine, ürün geometrilerine ve kauçuk türlerine uygun çeşitli konfigürasyonlarda mevcuttur. Doğru makine tipini seçmek, doğru proses parametrelerini belirlemek kadar önemlidir.
| Makine Tipi | Yapılandırma | En Uygun |
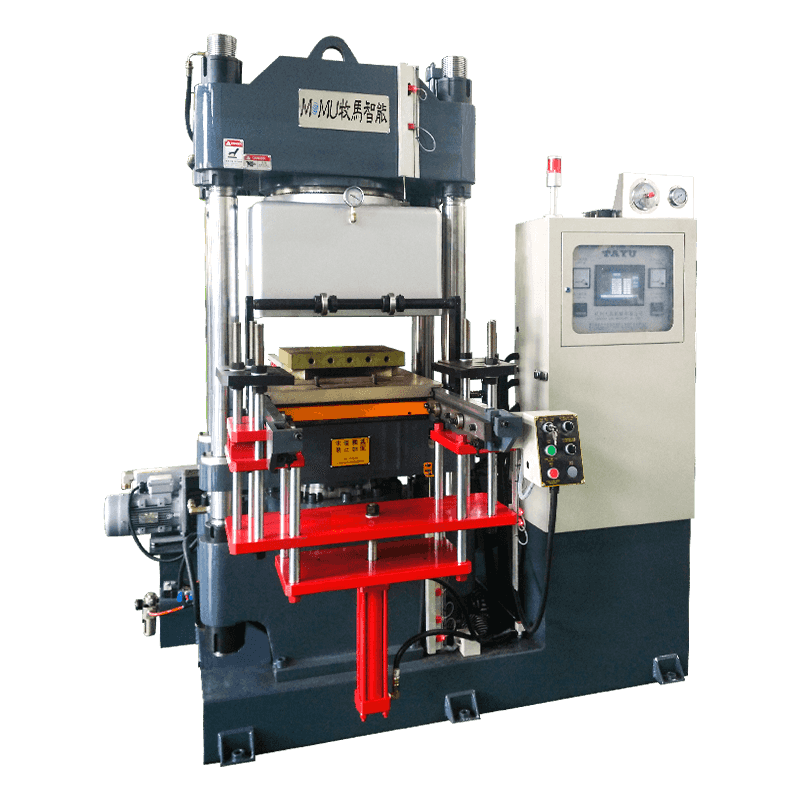
| Tek Gün Işığı Düz Pres | İki merdane arasında tek kalıp açıklığı | Küçük ila orta boy düz kauçuk parçalar, contalar, contalar |
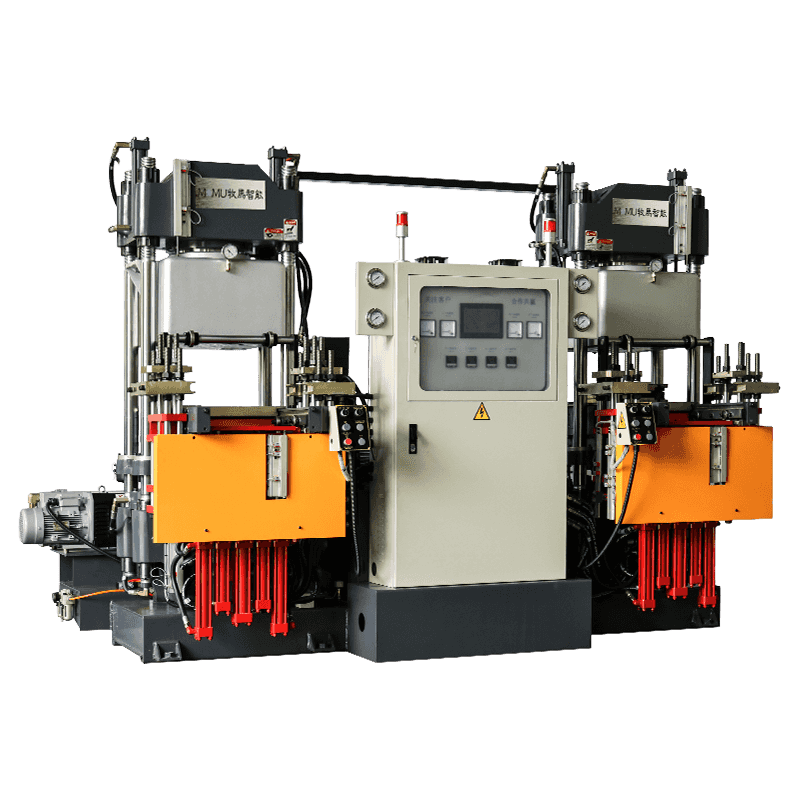
| Çoklu Gün Işığı Baskısı | Tek bir preste birden fazla istiflenmiş kalıp açıklığı | Düz veya ince kauçuk levhaların yüksek hacimli üretimi |
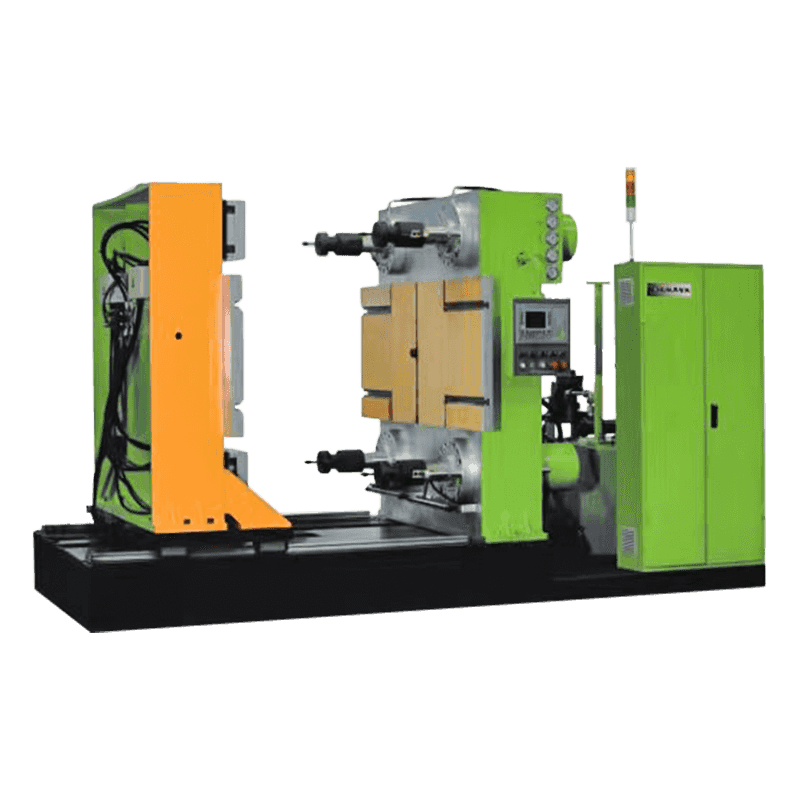
| Döner veya Atlıkarınca Pres | Sabit ısı kaynağına sahip, döner çok istasyonlu platform | Ayakkabı tabanları, sürekli üretim ortamları |
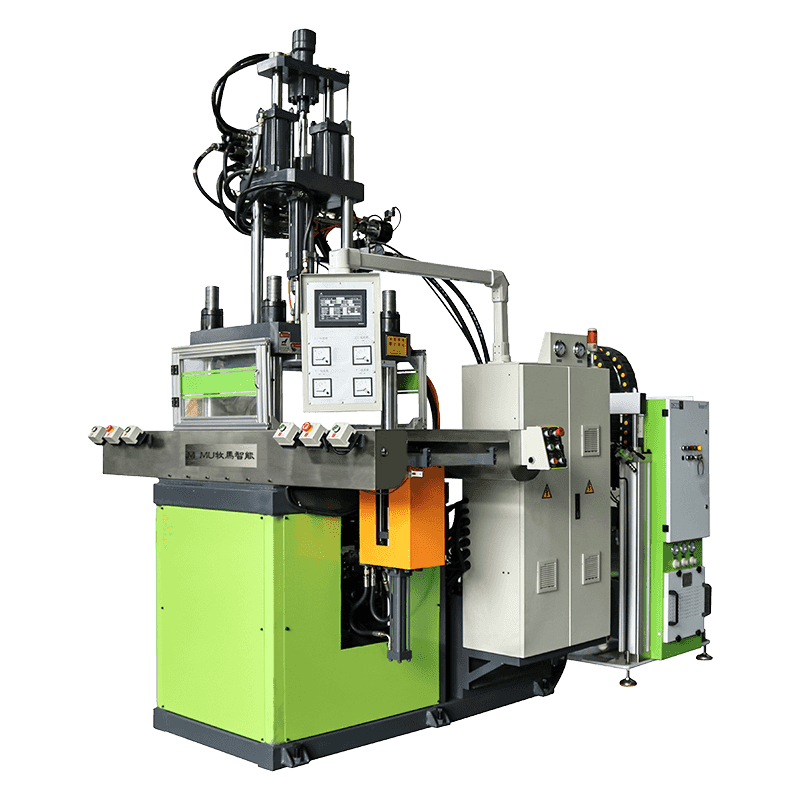
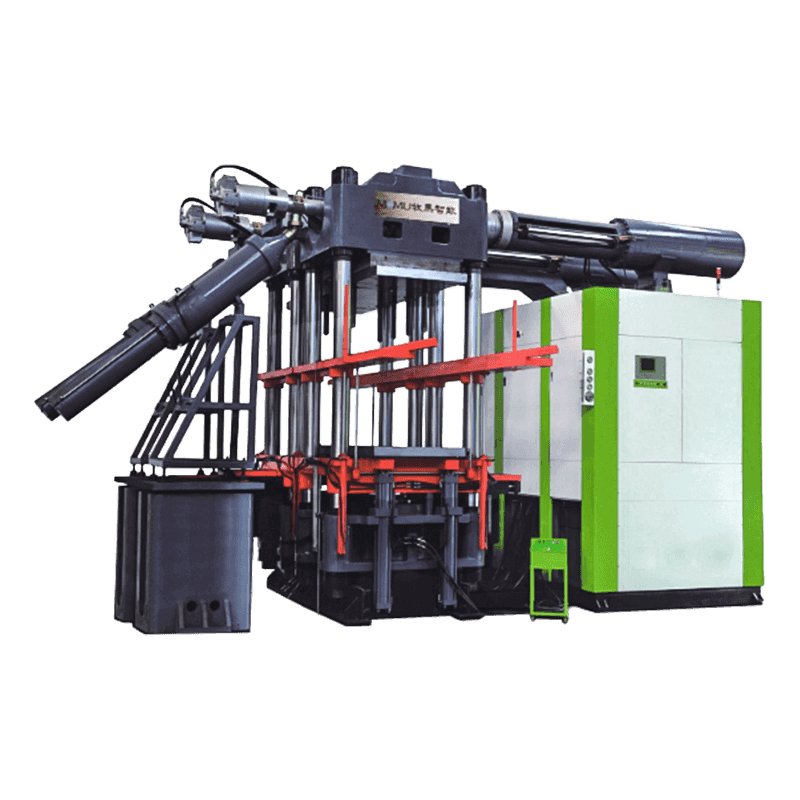
| Dikey Enjeksiyon Presi | Kapalı kalıba basınç altında enjekte edilen kauçuk | Karmaşık 3D parçalar, kalıplanmış bileşenler, teknik kauçuk |
| Membran Vakum Presi | Esnek silikon membran vakum ve basınç oluşturur | Kauçuk bağlı kompozitler, kavisli veya düzensiz alt tabakalar |
| Laboratuvar / Tezgah Üstü Pres | Vakum özelliğine sahip kompakt tek gün ışığı ünitesi | Ar-Ge, bileşik testler, küçük prototip çalışmaları |
birdvantages of Vacuum Vulcanizing Over Standard Pressing
Geleneksel bir kauçuk presine göre vakum kapasitesine yapılan yatırım, birçok kalite ve üretim ölçütünde ölçülebilir iyileştirmelerle doğrulanmaktadır. Bu avantajlar özellikle dar boyut toleranslarına, karmaşık geometrilere veya performans açısından kritik mekanik özelliklere sahip hassas parçalar üretirken önem kazanır.
- Gözenekliliğin ve boşlukların ortadan kaldırılması: Kürlenmeden önce havanın çıkarılması, kauçuk parçaların çekme mukavemetini, uzamasını ve sızdırmazlık performansını azaltan iç kabarcıkların ve yüzey çukurlarının oluşumunu önler. Bu, iç bütünlüğün tartışmasız olduğu O-halkalar, diyaframlar ve tıbbi sınıf kauçuk ürünler için özellikle önemlidir.
- Geliştirilmiş yüzey kalitesi: Vakum koşulları, kauçuk bileşiğinin ince kalıp ayrıntılarına daha iyi akmasını sağlayarak daha keskin kenarlar, daha temiz metin veya logo kabartması ve sıkışmış hava lekeleri olmadan daha pürüzsüz bir genel yüzey üretir.
- Daha tutarlı mekanik özellikler: Kürlenmiş parça boyunca eşit yoğunluk, tüm parti genelinde tutarlı sertlik, çekme mukavemeti ve sıkıştırma ayar değerleri anlamına gelir; bu da sızdırmazlık, titreşim yalıtımı veya yük taşıma uygulamalarında kullanılan parçalar için kritik öneme sahiptir.
- Hurda ve yeniden işleme oranlarında azalma: Muayene sırasında tespit edilen kusurlar, parçanın tamamının yeniden işlenmesini veya hurdaya çıkarılmasını gerektirir. Vakumlu vulkanizasyon, kabarcıklanma, gözeneklilik ve kısa sürede ortaya çıkan kusurların görülme sıklığını önemli ölçüde azaltır, hurda oranlarını ve bunlarla ilgili malzeme ve işçilik maliyetlerini düşürür.
- Neme duyarlı bileşiklerle uyumluluk: Bazı özel kauçuk formülasyonları, özellikle silikon kauçuklar ve bazı EPDM bileşikleri, kalan nemin neden olduğu yüzey kabarmasına özellikle eğilimlidir. Vakumlu işleme, ek kurutma adımları gerektirmeden bu arıza modunu güvenilir bir şekilde ortadan kaldırır.
- Kauçuk-metal ve kauçuk-kumaş bağlantılarında daha iyi bağlanma: Kauçuk doğrudan metal eklentiler veya kumaş alt tabakalar üzerine vulkanize edildiğinde, arayüzde sıkışan hava tam yapışmayı önler. Preslemeden önce vakumlu tahliye, kauçuk ile alt tabaka arasında yakın temas sağlayarak daha güçlü ve daha güvenilir bağlar üretir.
Vakumlu Vulkanizasyona Dayanan Endüstriler ve Ürünler
Vakumlu kauçuk vulkanizasyon makineleri, kauçuk ürün kalitesinin güvenliği, güvenilirliği veya mevzuat uyumluluğunu doğrudan etkilediği çok çeşitli endüstrilere hizmet eder. Aşağıdaki sektörler en önemli uygulama alanlarını temsil etmektedir.
birutomotive Sealing and Gaskets
birutomotive rubber components including door seals, window channel seals, engine gaskets, and brake system diaphragms are produced with vacuum vulcanizing to ensure dimensional consistency and the absence of internal voids that could lead to leakage or premature failure. The automotive industry's zero-defect quality philosophy makes vacuum processing effectively mandatory for safety-critical sealing components supplied to major OEMs.
Tıbbi ve Farmasötik Uygulamalar
Şırınga pistonları, valf membranları, solunum maskeleri ve tüpler dahil olmak üzere tıbbi sınıf silikon ve kauçuk bileşenler, katı saflık ve yapısal bütünlük standartlarını karşılamalıdır. Vakumlu vulkanizasyon, biyouyumlu ürünler için gereken yüzey düzgünlüğünü ve boyutsal doğruluğu sağlarken, sıkışan havayla ilişkili kirlenme risklerini ortadan kaldırır. Birçok tıbbi cihaz standardı, kalıplanmış kauçuk parçalar için iyi üretim uygulamalarının bir parçası olarak dolaylı olarak vakum işlemeyi gerektirir.
Ayakkabı Tabanı İmalatı
Ayakkabı endüstrisinde, keskin sırt tanımına, tutarlı yoğunluğa ve üst kısım malzemelerine güçlü yapışmaya sahip kauçuk dış tabanlar üretmek için vakumlu vulkanizasyon presleri kullanılır. Vakum işlevi, derin sırt boşluklarında hava sıkışmasının geleneksel preslemede kalıcı bir zorluk olduğu kalın profilli dış tabanların kalıplanması sırasında özellikle değerlidir. Atlıkarınca tipi vakumlu vulkanizasyon presleri, bu uygulama için Asya'daki yüksek hacimli ayakkabı fabrikalarında yaygın olarak kullanılmaktadır.
birerospace and Defense Seals
Havacılık hidrolik sistemlerinde, yakıt sistemlerinde ve çevresel kontrollerde kullanılan lastik contalar ve O-halkaların sertlik, sıkıştırma ayarı ve iç tekdüzelik açısından son derece sıkı toleransları karşılaması gerekir. Vakumlu vulkanizasyon bu bileşenler için standart bir uygulamadır çünkü hizmet sırasındaki conta arızasının sonuçları ciddidir. Havacılık sınıfı kauçuk spesifikasyonları genellikle onaylanmış üretim sürecinin bir parçası olarak vakumlu kalıplamayı açıkça zorunlu kılar.
Makine Seçerken Değerlendirilmesi Gereken Temel Faktörler
Belirli bir üretim uygulaması için doğru vakumlu kauçuk vulkanizasyon makinesini seçmek, süreç gereksinimlerinin, üretim hacimlerinin ve uzun vadeli operasyonel hususların sistematik bir değerlendirmesini gerektirir. Toplam sahip olma maliyetini değerlendirmeden en düşük satın alma fiyatına öncelik vermek çoğu zaman tekrarlanan kalite sorunlarına ve daha yüksek yaşam döngüsü maliyetlerine yol açar.
- Merdane boyutu ve gün ışığı açıklığı: Çalışma merdanesi boyutları, çalıştırmayı düşündüğünüz en büyük kalıba yeterli kenar boşluğuyla uyum sağlamalıdır. Gün ışığı açıklığı (açık plakalar arasındaki maksimum boşluk) kalıp yüksekliği artı parça çıkarma açıklığı için yeterli olmalıdır.
- Maksimum sıkma kuvveti: Kalıp boşluğunuzun öngörülen alanını gerekli kalıplama basıncıyla (kauçuk bileşiğine ve parça geometrisine bağlı olarak genellikle 5 ila 20 MPa) çarparak gereken sıkma kuvvetini hesaplayın. Makinenin nominal tonajı bu rakamı rahatlıkla aşmalıdır.
- birchievable vacuum level and pump capacity: Makinenin -0,095 MPa veya daha iyi bir değere ulaşabileceğini ve vakum pompası kapasitesinin kalıp boşluğu hacmiyle eşleştirildiğini, böylece hedef vakum seviyesine kabul edilebilir bir bekleme süresi içinde ulaşıldığını doğrulayın.
- Sıcaklık aralığı ve tekdüzelik özellikleri: Maksimum çalışma sıcaklığının kauçuk bileşiğinizin sertleşme sıcaklığını kapsadığını doğrulayın ve belgelenmiş merdane sıcaklığı tekdüzelik verilerini talep edin - ideal olarak tüm merdane yüzeyi boyunca ±2°C veya daha iyisi.
- Kontrol sistemi ve veri kaydı: Kalite açısından kritik üretim için, tam süreç veri kaydı, tarif yönetimi ve alarm geçmişi kaydı özelliklerine sahip makinelere öncelik verin. Bu yetenekler, ISO ve sektöre özel kalite sistemi gereksinimlerini destekler ve kusurlar oluştuğunda temel neden analizini basitleştirir.
- birfter-sales support and spare parts availability: Vakum sistemleri, hidrolik bileşenler ve ısıtma elemanlarının tümü periyodik bakım ve sonunda değiştirilmeyi gerektirir. Üreticinin veya yerel temsilcisinin kritik yedek parçaları derhal tedarik edebileceğini doğrulayın ve bir tedarikçiye taahhütte bulunmadan önce garanti koşullarını ve yerinde servis mühendislerinin bulunabilirliğini inceleyin.
Makine Performansını Koruyan Bakım Uygulamaları
bir vacuum rubber vulcanizing machine that is well-maintained delivers consistent quality and extended service life. Neglecting routine maintenance on vacuum and hydraulic systems in particular leads to gradual performance degradation that is often misdiagnosed as a process or material problem rather than a machine issue.
- Yağ kirliliği pompa verimliliğini ve ulaşılabilir vakum seviyesini önemli ölçüde azalttığından, vakum pompası yağını üreticinin belirlediği aralıklarla (genellikle her 500 ila 1.000 çalışma saatinde bir) kontrol edin ve değiştirin.
- Kalıp sızdırmazlık contalarını ve O-halkalarını her üretim çalıştırmasından önce inceleyin ve aşınma, sıkışma veya hasar tespit edildiğinde hemen değiştirin; çünkü küçük conta sızıntıları bile hedef vakum seviyesine ulaşılmasını engeller.
- Kalibre edilmiş çok noktalı termokupl ölçümü kullanarak merdane sıcaklığının aynılığını periyodik olarak doğrulayın ve sapmalar spesifikasyonu aşarsa PID sıcaklık kontrol cihazlarını yeniden kalibre edin.
- Sıkıştırma kuvveti tutarsızlığına neden olabilecek valf aşınmasını ve silindir sızıntısını önlemek için filtreleri ve sıvıyı bakım planına göre değiştirerek hidrolik yağının durumunu ve filtre durumunu izleyin.
- Birikmiş kalıntılar kalıplarla dengesiz temas oluşturduğundan ve parça kalitesini düşüren lokal basınç ve sıcaklık değişimlerine neden olduğundan merdane yüzeylerini temiz ve kauçuk döküntülerinden uzak tutun.