Kauçuk Enjeksiyon Makinesi Nasıl Çalışır?
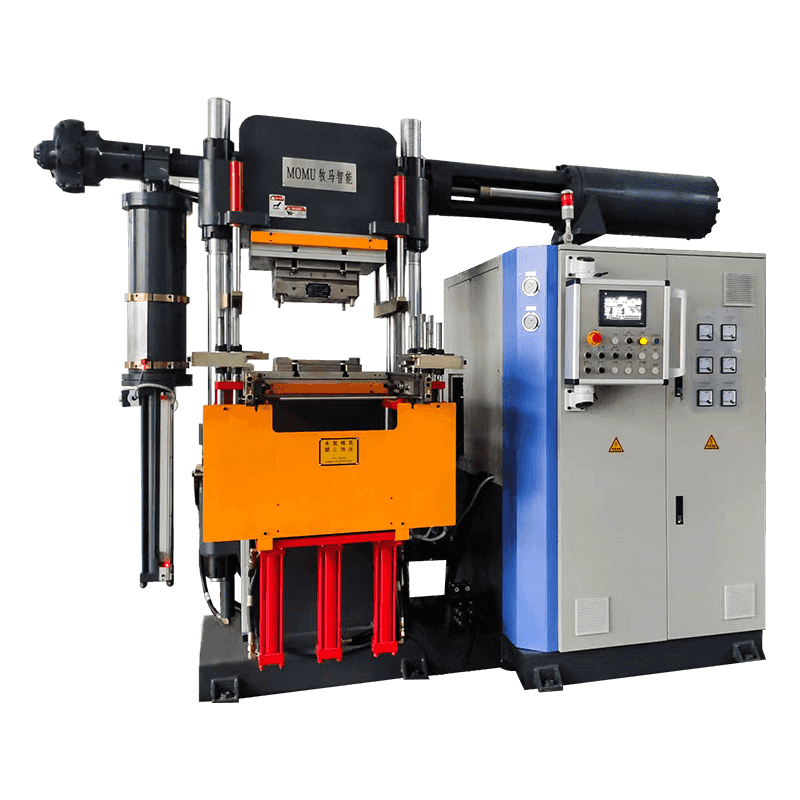
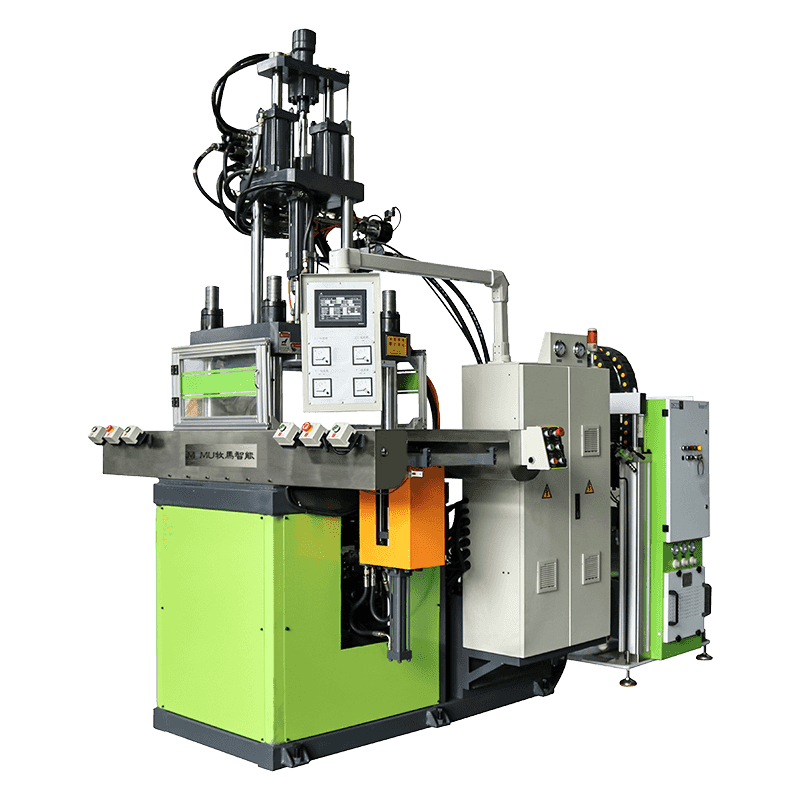
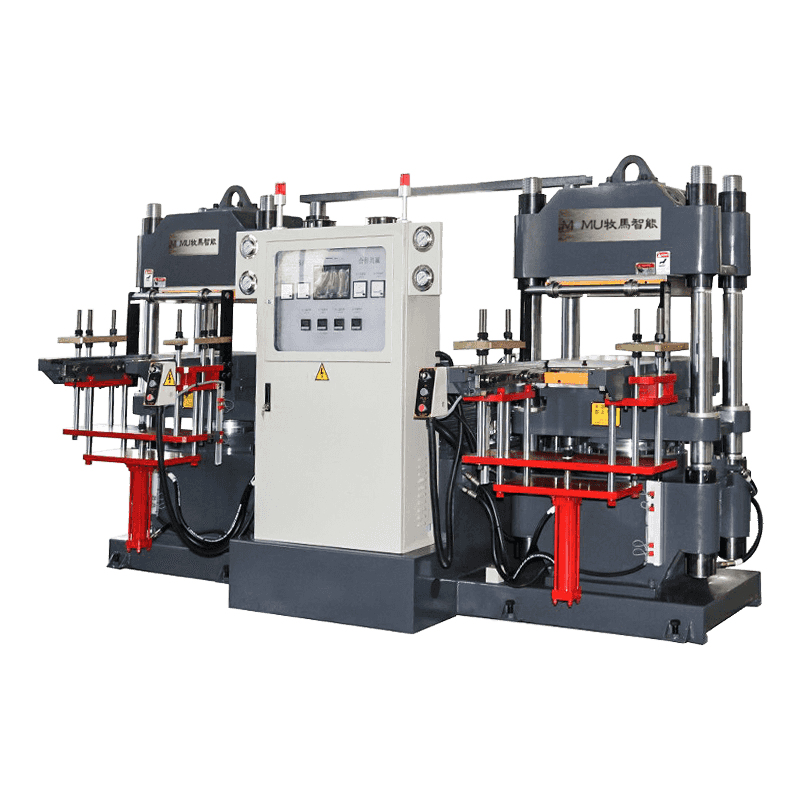
A kauçuk enjeksiyon kalıplama makinesi ham kauçuk bileşiğini, malzemeyi ısıtarak ve basınç altında kapalı bir kalıp boşluğuna zorlayarak bitmiş parçalara dönüştürür. Ham kauçuğu doğrudan açık bir kalıba yerleştiren sıkıştırmalı kalıplamanın aksine, enjeksiyonlu kalıplama, kauçuğu bir nozul aracılığıyla kapalı bir kalıba enjekte etmeden önce ısıtılmış bir varilde önceden plastikleştirir. Bu süreç, daha hızlı çevrim sürelerine, daha sıkı toleranslara ve daha az malzeme israfına olanak tanır ve bu da onu özellikle teknik kauçuk bileşenlerin yüksek hacimli üretimi için uygun hale getirir.
Kauçuk bileşiği tipik olarak makineye şerit veya topak formunda beslenir. Dönen bir vida veya piston, malzemeyi namlu içerisinde hareket ettirirken, ısıtma elemanları da malzemeyi doğru işlem sıcaklığına getirir. Kauçuk optimum viskoziteye ulaştığında kalıp boşluğuna enjekte edilir ve burada kontrollü ısı ve basınç altında sertleşerek bitmiş bir parça olarak çıkarılır.
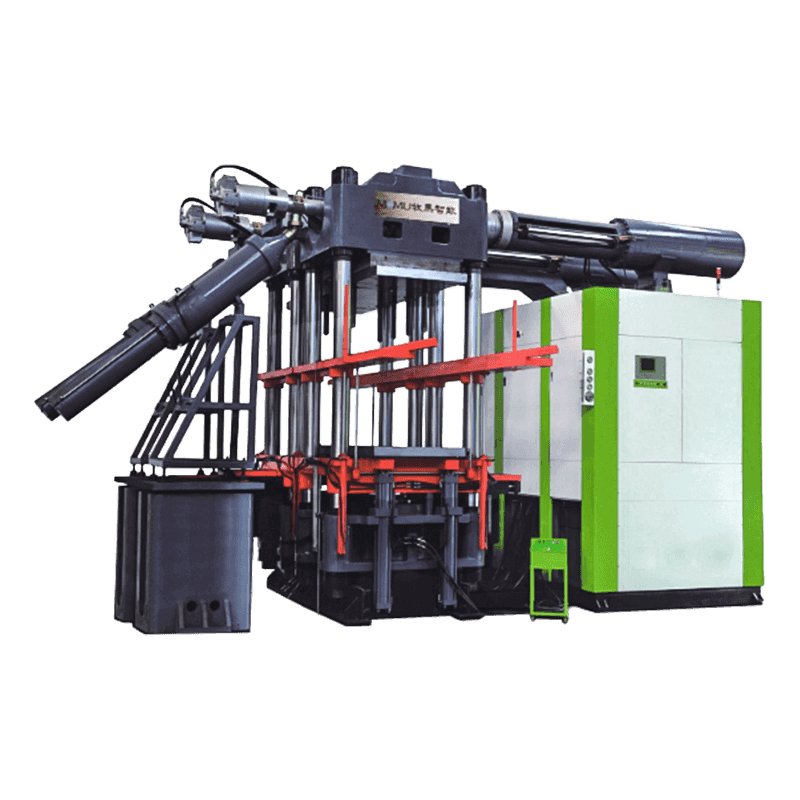
Makinenin Ana Bileşenleri
Her bir ana bileşeni anlamak, operatörlerin üretim sorunlarını gidermesine ve farklı kauçuk bileşikleri ve parça geometrileri için ayarları optimize etmesine yardımcı olur.
Temel Parçalar ve İşlevleri
- Enjeksiyon ünitesi: kauçuk bileşiğini plastikleştirir ve kalıba enjekte eder
- Sıkıştırma ünitesi: enjeksiyon ve kürleme sırasında kalıp yarımlarını yüksek basınç altında bir arada tutar
- Isıtma sistemi: Tutarlı kürleme için hassas namlu ve kalıp sıcaklıklarını korur
- Hidrolik veya elektrikli tahrik: vidanın dönüşüne, enjeksiyonuna ve sıkma hareketine güç sağlar
- Kontrol sistemi: sıcaklığı, basıncı, enjeksiyon hızını ve döngü zamanlamasını yönetir
- İtici sistemi: kürlendikten sonra bitmiş parçayı kalıptan çıkarır
Modern makineler, tamamen hidrolik olanların yerine giderek daha fazla elektrikli tahrik sistemleri kullanıyor, bu da enjeksiyon hızı üzerinde daha hassas kontrol sağlıyor ve çevrimler arasındaki boşta kalma dönemlerinde enerji tüketimini azaltıyor.

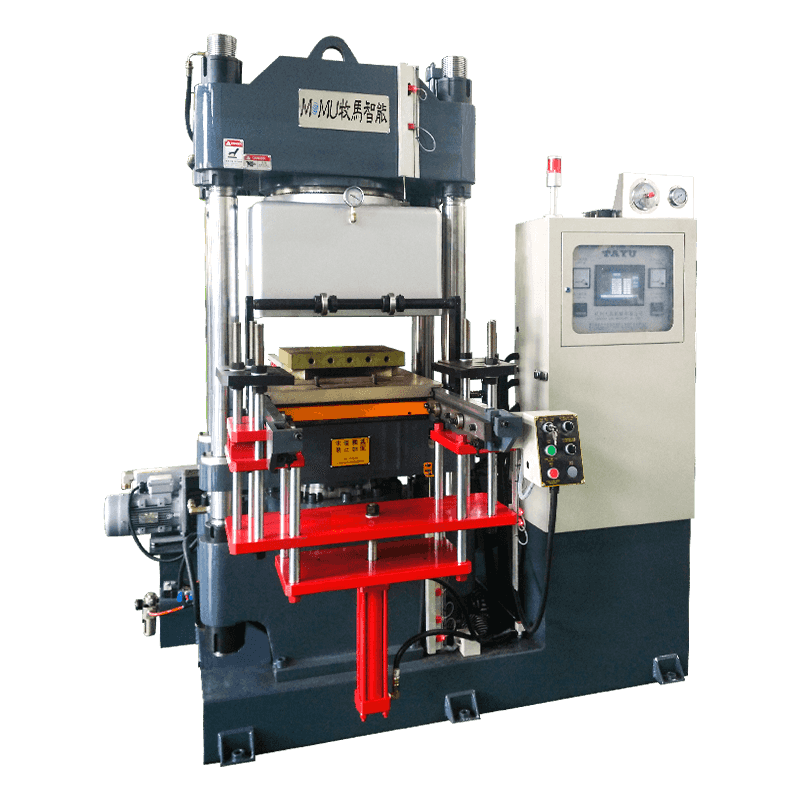
Enjeksiyon Kalıplamanın Diğer Kauçuk Kalıplama Yöntemleriyle Karşılaştırılması
Bir kalıplama işlemi seçen imalatçıların, enjeksiyon kalıplamayı sıkıştırma ve transfer kalıplamaya karşı tartmaları gerekir; çünkü her yöntem, parça karmaşıklığına, üretim hacmine ve bütçeye bağlı olarak farklı avantajlar sunar.
| Yöntem | Döngü Süresi | Malzeme Atığı | En İyisi |
| Enjeksiyon Kalıplama | Hızlı | Düşük | Yüksek hacimli, karmaşık parçalar |
| Sıkıştırma Kalıplama | Daha yavaş | Daha yüksek | Basit şekiller, düşük hacim |
| Transfer Kalıplama | Orta | Orta | Metal uçlu parçalar |
Enjeksiyonlu kalıplama, daha yüksek ön takım maliyetlerine rağmen genel olarak ölçekte daha uygun maliyetli olduğunu kanıtlıyor; çünkü azalan çevrim süreleri ve daha düşük atık, büyük üretim süreçlerinde ilk yatırımı dengeliyor.
Sektörlerdeki Ortak Uygulamalar
Kauçuk enjeksiyon kalıplama makineleri, otomotiv, tıbbi, elektrik ve tüketim malları imalatında kullanılan çok çeşitli bileşenleri üretir. Proses, özellikle büyük partiler arasında sıkı boyut toleransları veya tutarlı fiziksel özellikler gerektiren parçalar için değerlidir.
Enjeksiyon Kalıplamayla Üretilen Tipik Ürünler
- Otomotiv contaları, contaları ve rondelaları
- Mühürler ve tıpalar gibi tıbbi cihaz bileşenleri
- Elektrik konnektörleri ve yalıtım parçaları
- O-ringler ve endüstriyel contalar
- Kulplar, contalar ve koruyucu kapaklar gibi tüketici ürünleri
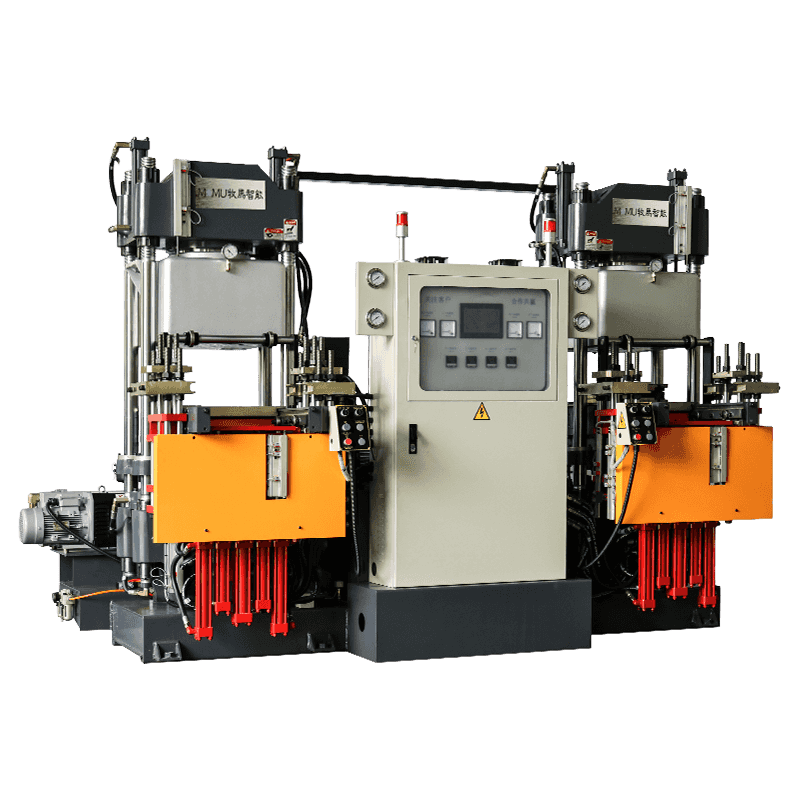
Enjeksiyon kalıplama çok boşluklu kalıpları desteklediğinden, üreticiler tek bir döngüde düzinelerce aynı parçayı üretebilir, bu da tek boşluklu sıkıştırmalı kalıplama kurulumlarına kıyasla verimi önemli ölçüde artırır.
Kalıplanmış Parça Kalitesini Etkileyen Temel Faktörler
Tutarlı, hatasız kauçuk parçalar elde etmek, üretim boyunca çeşitli süreç değişkenlerinin dikkatli bir şekilde kontrol edilmesine bağlıdır. Sıcaklık veya basınçtaki küçük sapmalar parlama, gözeneklilik veya eksik kürlenme gibi kusurlara yol açabilir.
İzlenecek Kritik Süreç Değişkenleri
Enjeksiyon basıncı ve hızı, sertleşme başlamadan önce kauçuğun kalıp boşluğunu ne kadar dolduracağını belirler; yetersiz basınç genellikle kısa çekimlere veya zayıf örgü hatlarına neden olur. Fıçı ve kalıp sıcaklığı, bileşik üreticisinin tavsiye ettiği aralıkta kalmalıdır; çünkü aşırı ısınma, fıçı içinde kavurma olarak bilinen erken kürlenmeye neden olabilir, yetersiz ısı ise tamamlanmamış kürleşmeye ve daha zayıf mekanik özelliklere yol açar.
Sertleşme süresi aynı zamanda parça kalitesinde ve üretim verimliliğinde de önemli bir rol oynar. Sertleşme süresini gerekenden fazla uzatmak, parça performansını artırmadan verimi azaltır, aynı zamanda çok kısa kesmek, yetersiz kürlenmiş parçaların dayanıklılık testini geçememesine yol açar. Üreticiler, her bir spesifik bileşik için kalite ve döngü verimliliği arasındaki en uygun dengeyi belirlemek amacıyla genellikle farklı kürlenme sürelerine sahip deneme serileri çalıştırır.
Uzun Süreli Makine Performansı için Bakım İpuçları
Rutin bakım, kauçuk enjeksiyon kalıplama makinesinin verimli çalışmasını sağlar ve üretim programlarını bozabilecek plansız duruş sürelerinin önlenmesine yardımcı olur. Tutarlı bir bakım rutini oluşturmak vidalar, kovanlar ve kalıplar gibi kritik bileşenlerin hizmet ömrünü de uzatır.
Birikme sonraki parçalarda kusurlara neden olabileceğinden ve kalıp boşluklarında aşınmayı artırabileceğinden günlük görevler, artık kauçuğun nozül ve kalıp yüzeylerinden temizlenmesini içermelidir. Haftalık kontroller, hidrolik sıvı seviyelerini doğrulamalı ve contalarda sızıntı olup olmadığını kontrol etmelidir; çünkü hidrolik sistem arızaları, beklenmedik makine arızalarının en yaygın nedenleri arasındadır.
Arızalı sensörler gözle görülür bir arızayı tetiklemeden çok önce sessizce kalite sorunlarına neden olabileceğinden, ısıtma elemanlarının ve sıcaklık sensörlerinin periyodik muayenesi doğru okumalar sağlar. Ayrıntılı bakım kayıtlarının tutulması aynı zamanda zaman içindeki aşınma modellerinin belirlenmesine de yardımcı olur ve tesis yöneticilerinin arızalara tepkisel olarak yanıt vermek yerine parça değişimlerini proaktif bir şekilde planlamalarına olanak tanır.