BMC Özel Kalıplama Makinesi Aslında Ne Yapar?
BMC özel kalıplama makinesi, cam elyafı, mineral dolgu maddeleri ve kürleme maddeleri ile harmanlanmış doymamış polyester reçineden yapılmış bir termoset malzeme olan toplu kalıplama bileşiğini işlemek için özel olarak tasarlanmıştır. Termoplastikler için üretilen genel amaçlı enjeksiyon kalıplama makinelerinin aksine, bir BMC makinesinin, basitçe eriyip tekrar katılaşması yerine, ısı ve basınç altında geri dönüşü olmayan bir şekilde sertleşen macun benzeri veya macun benzeri bir bileşiği işlemesi gerekir. Bu temel kimya farkı, vida geometrisinden kalıp sıcaklık kontrol sistemine kadar makinedeki hemen hemen her tasarım kararını yönlendirir.
Bu makineler, devre kesici muhafazaları, şalter parçaları, yalıtkanlar ve konnektör gövdeleri gibi elektrikli bileşenlerin yanı sıra far reflektörleri, motor kapakları ve ısı kalkanları gibi otomotiv parçalarının üretiminde yaygın olarak kullanılmaktadır. BMC'nin çekiciliği, mükemmel elektriksel yalıtım özellikleri, ısı direnci ve boyutsal stabilitesinde yatmaktadır; bu nedenle üreticiler, standart enjeksiyon preslerini uyarlamak yerine, özel olarak bu malzeme etrafında inşa edilen makinelere yatırım yapmaktadır.
BMC Makinalarını Farklılaştıran Temel Bileşenler
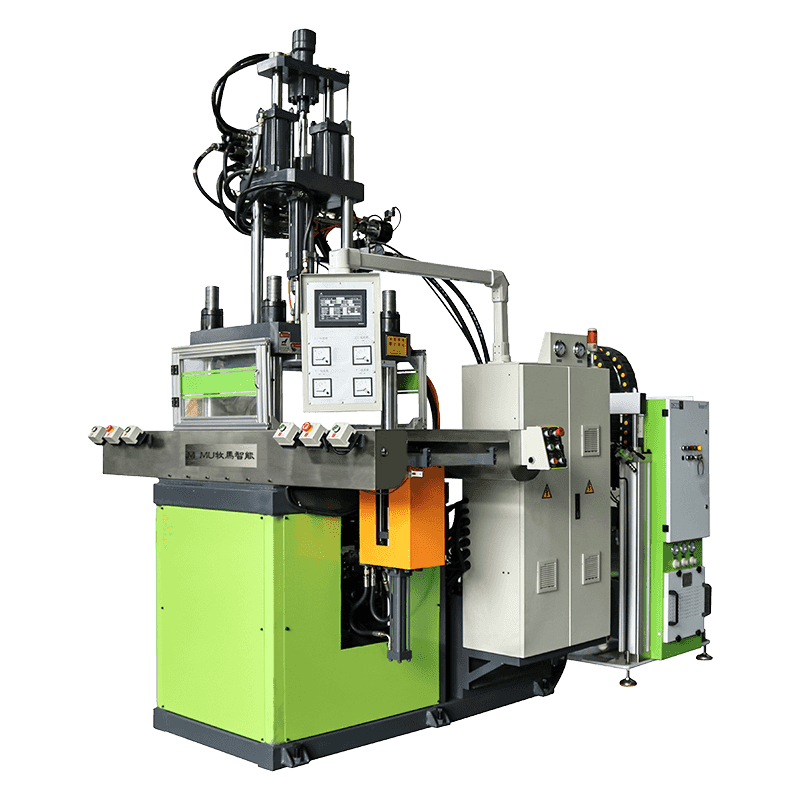
BMC özel kalıplama makinesindeki plastikleştirme ünitesi tipik olarak sığ uçuş derinliğine sahip düşük sıkıştırmalı bir vida kullanır, çünkü bileşiğin plastik peletler gibi eritilmesine gerek yoktur. Bunun yerine vidanın görevi, tamburun içinde erken sertleşmeyi tetikleyebilecek aşırı kesme ısısı oluşturmadan malzemeyi taşımak ve hafifçe ısıtmaktır. Aşırı kesme, bu makinelerde vida veya kovan hasarının en yaygın nedenlerinden biridir, bu nedenle vida hızı ve karşı basınç ayarları, tipik bir termoplastik baskı makinesine göre çok daha muhafazakardır.
Kalıbın kendisi soğutulmak yerine ısıtılır, genellikle spesifik reçine formülasyonuna bağlı olarak 140°C ile 170°C arasındaki bir sıcaklığa getirilir, çünkü kürleme soğutmayla yürütülen bir katılaşmadan ziyade ısıyla etkinleştirilen bir kimyasal reaksiyondur. Isıtma tipik olarak elektrikli kartuş ısıtıcıları veya kalıp plakalarına yerleştirilmiş yağ sirkülasyon kanalları aracılığıyla gerçekleştirilir ve kalıp yüzeyi boyunca hassas, eşit sıcaklık dağılımı, parçanın daha kalın bölümlerinde eğrilmeyi veya eksik sertleşmeyi önlemek için kritik öneme sahiptir.
Tipik Bir Makinedeki Anahtar Alt Sistemler
- Bileşiğin kalıp boşluğuna beslenmesi için enjeksiyon veya transfer ünitesi
- Tutarlı kalıp sıcaklığının korunması için ısıtmalı merdane sistemi
- Sertleşme sırasında oluşan iç basınca dayanacak şekilde boyutlandırılmış bağlama ünitesi
- Sıkışmış havayı ve uçucu yan ürünleri çıkarmak için vakum veya havalandırma sistemi
- Kırılgan, yeni kürlenmiş parçaları nazikçe işlemek için tasarlanmış otomatik çıkarma sistemi
Sıkıştırma, Aktarım ve Enjeksiyon Kalıplama Konfigürasyonları
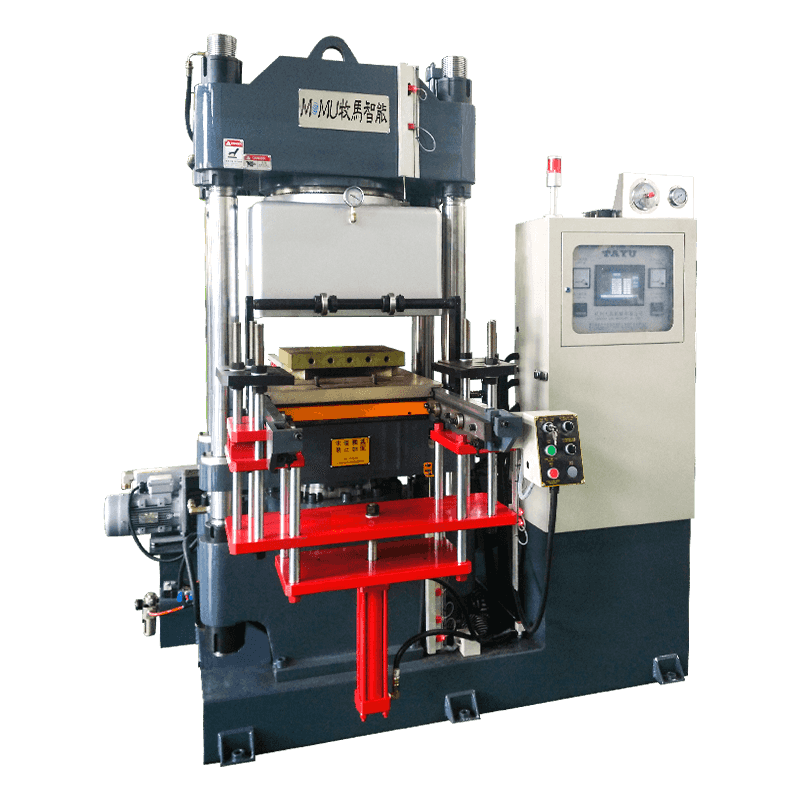
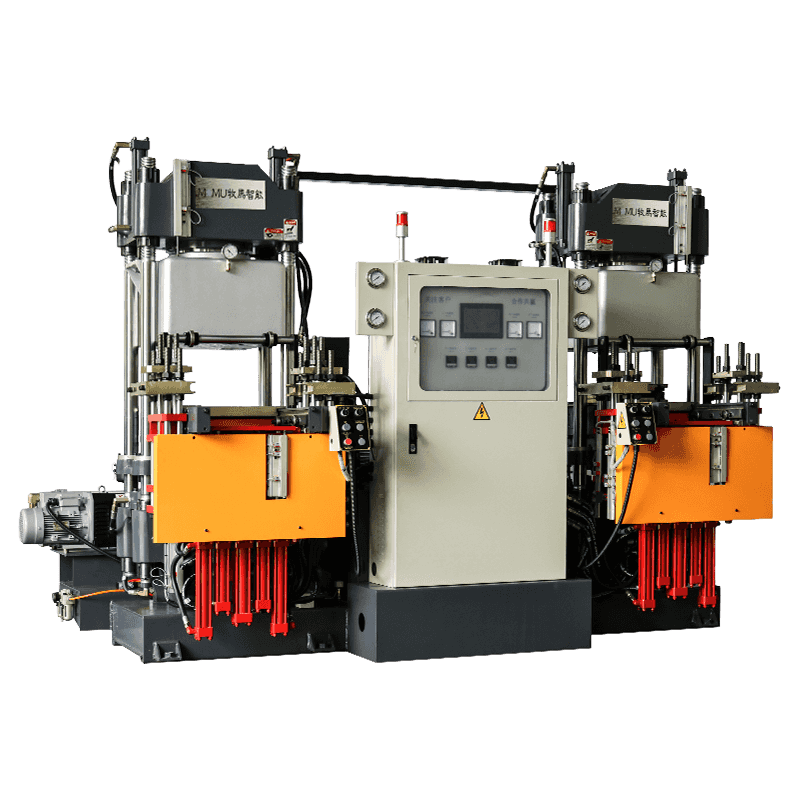
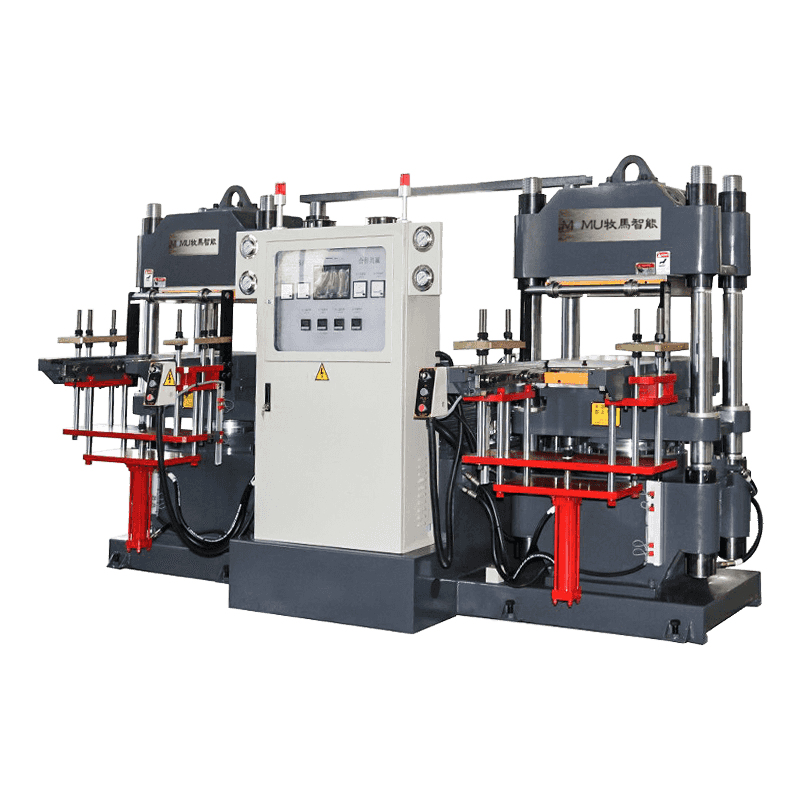
BMC özel kalıplama makinaları her biri farklı parça geometrilerine ve üretim hacimlerine uygun üç ana konfigürasyonla sunulur. Sıkıştırmalı kalıplama presleri, ölçülmüş bir bileşik yükünü açık, ısıtılmış bir kalıp boşluğuna yerleştirir, ardından kürleme sırasında malzemenin şekli doldurmasını sağlamak için kalıbı yüksek basınç altında kapatır. Bu yöntem daha basit geometriler için iyi çalışır ve genellikle daha düşük takımlama maliyeti ve bileşiğin mekanik mukavemetini daha fazla koruyan fiber takviyesinin daha hassas bir şekilde işlenmesi nedeniyle seçilir.
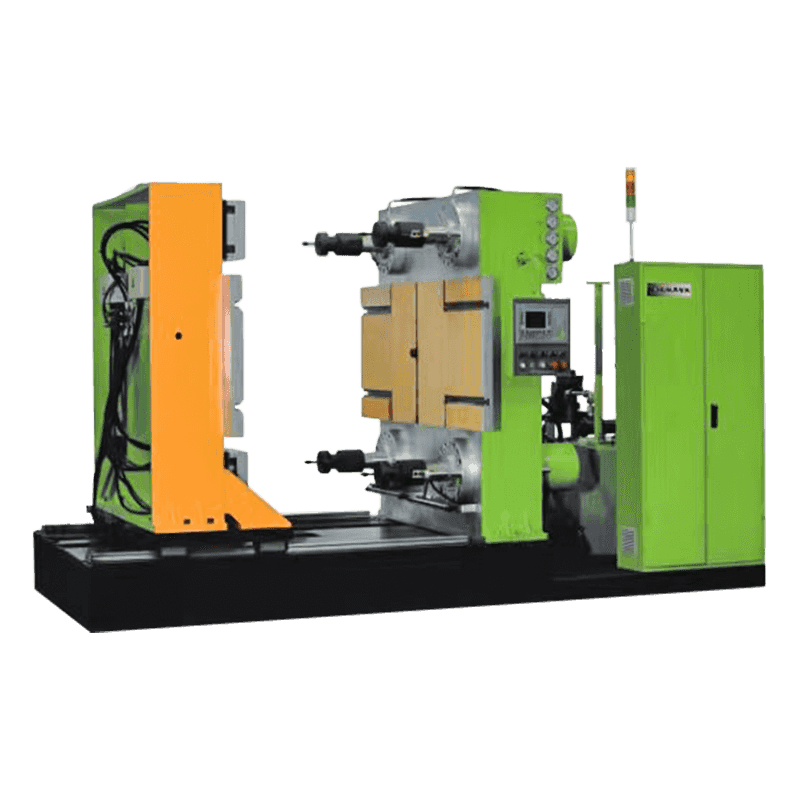
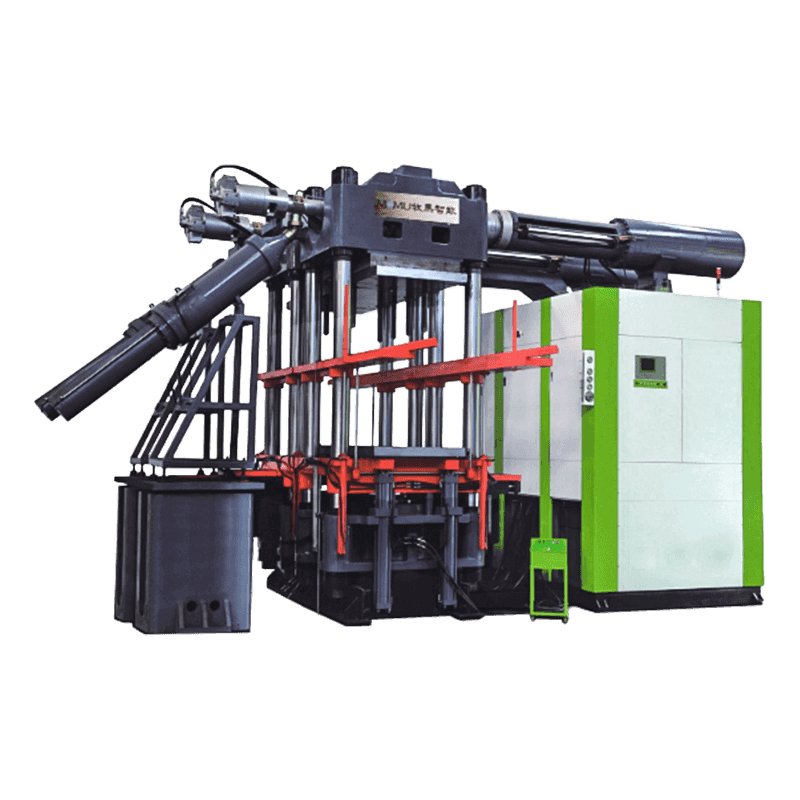
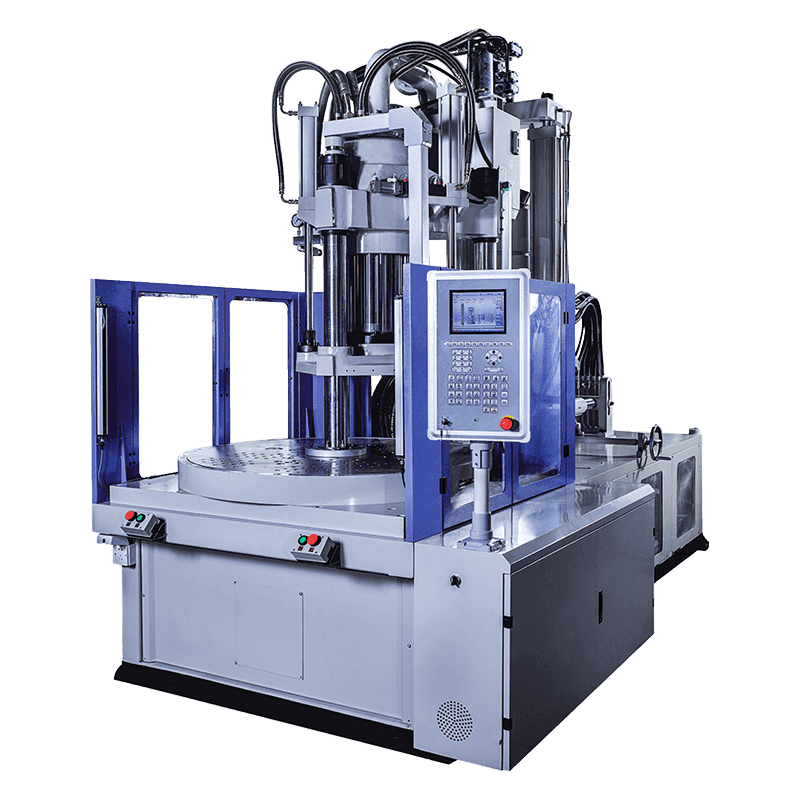
Transfer kalıplama makineleri, bir pistonun yolluklardan kapalı bir kalıba itmeden önce bileşiği önceden ısıtmak için ayrı bir kap kullanır. Bu, düz basınçlı kalıplamaya göre daha karmaşık parça geometrilerine ve daha iyi boyutsal kontrole izin verir, ancak fiber takviyesini dar yolluklardan geçerken biraz daha fazla kesmeye maruz bırakır. BMC'ye uyarlanan enjeksiyon kalıplama makineleri, bileşiği doğrudan kapalı bir kalıba sürekli olarak beslemek için ileri geri hareket eden bir vida kullanarak bunu bir adım daha ileri götürüyor; bu, orta düzeyde karmaşıklığa sahip yüksek hacimli parçaların üretimine uygundur.
Üç Yöntem Arasında Seçim Yapmak
| Yöntem | En İyisi | Tipik Döngü Süresi |
| Sıkıştırma | Basit şekiller, yüksek mukavemetli parçalar | 60 ila 120 saniye |
| Transfer | Orta karmaşıklık, kalıplama ekleme | 45 ila 90 saniye |
| Enjeksiyon | Yüksek hacimli, karmaşık geometri | 20 ila 60 saniye |
Bir Üretim Çalıştırmasını Doğru Şekilde Ayarlama
Herhangi bir üretim çalışmasına başlamadan önce operatörler, kalıp sıcaklığının tüm bölgelerde sabitlendiğini doğrulamalıdır; çünkü büyük bir kalıbın bölümleri arasında beş ila on derecelik bir sıcaklık farkı bile eşit olmayan kürlenmeye ve iç gerilime neden olabilir. Çoğu modern BMC makinesi, bağımsız okumalara sahip çok bölgeli sıcaklık kontrolörleri içerir ve tek bir ortalama okumaya güvenmek yerine her bölgeyi ayrı ayrı kontrol etmeye değer.
Şarj ağırlığı başka bir kritik değişkendir. Çok az bileşik kısa çekimler veya yüzey boşlukları bırakırken, çok fazla bileşik, ayırma hattında parlamaya ve aşırı malzeme kaybına neden olur. Operatörler genellikle doğru şarj ağırlığını bir dizi deneme atışıyla belirler, her denemeden önce bileşiği hassas bir şekilde tartar ve parça minimum flaşla tamamen dolana kadar küçük artışlarla ayarlar. Doğru ağırlık belirlendikten sonra belgelenmeli ve tutarlı bir şekilde kullanılmalıdır çünkü BMC bileşiği, termoplastiklerde yaygın olan anında ayarlama türünü tolere etmez.
Sıkıştırma kuvveti aynı zamanda parçanın öngörülen alanıyla ve sertleşme sırasında oluşan iç basınçla da eşleştirilmelidir; bu, genel olarak 800 ila 1500 psi öngörülen alan arasında bir temel kurala göre yapılır; ancak bu, spesifik bileşik formülasyonu ve parça geometrisine göre değişir. Az sıkma, çapak ve boyutsal yanlışlığa yol açarken, aşırı sıkma, parça kalitesini iyileştirmeden kalıp ve bağlantı çubuklarındaki aşınmayı hızlandırabilir.
Tedavi Süresini ve Döngü Verimliliğini Yönetmek
Sertleşme süresi, bir BMC makinesinin saatte kaç parça üretebileceğini belirleyen en büyük faktördür ve parça kalınlığına, kalıp sıcaklığına ve bileşik formülasyonunda kullanılan spesifik kürleme maddesine bağlıdır. Daha kalın bölümler daha uzun sertleşme süreleri gerektirir çünkü reaksiyon parça boyunca tamamlanmadan önce ısının çekirdeğe nüfuz etmesi gerekir ve bir parçanın çok erken çekilmesi, yüzey tamamen kürlenmiş görünse bile eğrilme veya eksik mekanik özellikler riski taşır.
Pek çok üretici, standart kalıp sıcaklıklarında milimetre duvar kalınlığı başına kabaca otuz saniye süreyle kürlemeye yönelik genel bir kılavuz kullanır; ancak bu, evrensel bir kural olarak ele alınmak yerine her zaman belirli reçine tedarikçisinin veri sayfasıyla doğrulanmalıdır. Yeni bir bileşik serisi üzerinde diferansiyel taramalı kalorimetri testi çalıştırmak, özellikle tedarikçileri veya reçine partilerini değiştirirken, üretim döngüsü süresine bağlı kalmadan önce gerçek kürlenme kinetiğinin doğrulanmasına yardımcı olabilir.
Çevrim Süresini Etkileyen Faktörler
- Parça duvar kalınlığı ve toplam malzeme kütlesi
- Kalıp yüzey sıcaklığı ve boşluklar arasında tekdüzelik
- Bileşik içindeki kürleme maddesi türü ve konsantrasyonu
- Isı emici görevi görebilen ve lokal kürlenmeyi yavaşlatabilen metal eklentilerin varlığı
- Boşlukların sayısı ve bileşiğin bunlar arasında ne kadar eşit dağıtıldığı
Yaygın Kusurlar ve Kök Nedenleri
BMC kalıplama, basit katılaşma yerine kimyasal bir kürleme reaksiyonu içerdiğinden, kusurlar genellikle termoplastik sorun gidermeye hakim olan mekanik ayarlardan ziyade termal veya zamanlama sorunlarından kaynaklanır. Örneğin yüzey kabarması genellikle sıkışmış uçucu maddelerden veya yüzeyin kaplanması öncesinde kaçamayan havadan kaynaklanır; bu da enjeksiyon hızındaki bir değişiklikten ziyade daha iyi kalıp havalandırması veya ayarlanmış bir vakum dizisi ihtiyacına işaret eder.
| Kusur | Muhtemel Neden | Önerilen Düzeltme |
| Yüzey kabarması | Sıkışmış uçucu maddeler veya hava | Havalandırmayı iyileştirin, vakum zamanlamasını ayarlayın |
| Fırlatma sonrası bükülme | Yetersiz sertleşme süresi veya eşit olmayan kalıp ısısı | Kürlemeyi uzatın, ısıtıcı bölgelerini yeniden dengeleyin |
| Aşırı flaş | Aşırı şarj veya düşük kelepçe kuvveti | Şarj ağırlığını azaltın, kelepçe tonajını doğrulayın |
| Lif gösterisi veya pürüzlülük | Besleme sırasında aşırı kesme | Daha düşük vida hızı ve karşı basınç |
Makine Ömrünü Uzatan Bakım Uygulamaları
Namluda, yolluklarda veya kalıp yüzeylerinde kalan kürlenmiş BMC kalıntısı aşındırıcıdır ve düzenli olarak temizlenmezse vidalar, kontrol halkaları ve boşluk yüzeylerindeki aşınmayı hızlandırabilir. Çoğu tesis, krom kaplı kalıp yüzeylerine zarar vermeden kürlenmiş reçine kalıntısını yumuşatmak için tasarlanmış özel temizleme bileşikleri kullanarak her vardiyanın sonunda kapsamlı bir temizleme ve mekanik temizlik planlar.
Isıtıcı bantlar ve termokupllar sabit bir programla kontrol edilmelidir, çünkü arızalı bir ısıtıcı bölgesi genellikle bariz bir makine arızasından ziyade ince bir kalite sapması olarak ilk önce ortaya çıkar. Isıtıcı direnci okumalarını, vida aşınma ölçümlerini ve zaman içindeki hidrolik basınç eğilimlerini kaydeden bir bakım günlüğü tutmak, gelişmekte olan bir sorunu, bir grup hurda parçaya neden olmadan önce yakalamayı çok daha kolaylaştırır.
BMC kalıplamada yer alan yüksek sıkma kuvvetleri contalar ve valfler üzerinde sürekli baskı oluşturduğundan, hidrolik sıvısının durumuna da düzenli olarak dikkat edilmesi gerekir. Filtrelerin zamanında değiştirilmesi ve uzun üretim çalışmaları sırasında sıvı sıcaklığının izlenmesi, haftalarca süren çalışma boyunca kelepçe tonajını ve parça boyutlarını sessizce etkileyebilen kademeli basınç kaymasının önlenmesine yardımcı olur.
Uygulamanız için Doğru Makineyi Seçmek
Bir BMC özel kalıplama makinesini satın almak için değerlendirirken bağlama tonajını ve atış boyutunu ortalama parçanız yerine beklenen en büyük parçanıza göre eşleştirin, çünkü gelecekteki projeler için bir makineyi olduğundan küçük boyutlandırmak yaygın ve maliyetli bir hatadır. Ayrıca ürün karışımınızın basınçlı kalıplamayı tercih eden basit, yüksek mukavemetli parçalara mı yoksa transfer veya enjeksiyon konfigürasyonlarını tercih eden ek parçaları olan karmaşık geometrilere mi yöneldiğini düşünün.
Son olarak, sıcaklık kontrol sisteminin bölge sayısına ve yanıt verme yeteneğine yakından bakın, çünkü tutarsız kalıp ısıtması, BMC üretimindeki kalite değişiminin en kalıcı kaynaklarından biridir. Daha hassas bölge kontrolüne ve daha hızlı ısıtıcı tepkisine sahip bir makine, ön maliyet daha basit bir alternatife göre biraz daha yüksek olsa bile, genellikle uzun üretim süreçlerinde daha tutarlı parçalar üretecektir.